
ESAによる電気機械信頼性の向上
Figure 1. Typical motor faults (CF = center frequency, RS = running speed, LF = line frequency) Electrical Characteristics Analysis (ESA ) is a predictive maintenance (PdM) technique that uses motor supply voltage and operating current to identify existing and developing faults throughout the motor system. These measurements [...]

ローターバー故障メンテナンスの問題振動センサーの警告
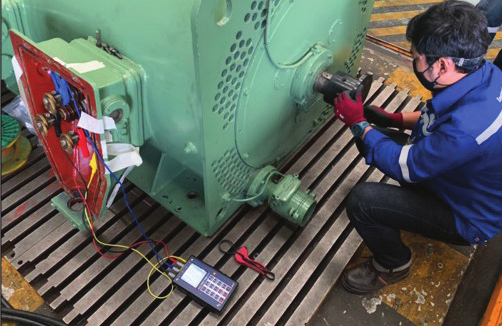
セメント工場で送風ファンを運転している398KWのMVモーターが奇妙な挙動を示していた。 振動装置は、時間の経過とともに慢性化する振動振幅を示していた。 メンテナンス・チームは何が問題なのかわからず、ベアリングを交換しなければならなくなるまでモーターを動かした。 このようなことが何度か起こったが、ベアリングの不具合に対する改善策や原因は見つからなかった。 モーターが始動時にトリップすることが何度かあった。 この症状以外に、このモーターが故障を繰り返した原因についてはわかっていなかった。 モーターは、ベアリング交換の合間に毎日使用された。 モーターの状態評価には、工場の状態監視セル「プレスコン」を使用。 プレスコンはモーターの状態を評価するためにESA(電気信号解析)を利用した。 数分もしないうちに、テストはモーターにローターバーやエンドリングのひび割れがあることを示した。 電気信号解析(ESA)は、モーターシステムの稼働中に電圧と電流の波形を取得し、モーターシステムの健全性を評価する通電試験方法です。 通電テストは、AC誘導モーター、DCモーター、発電機、巻線ローターモーター、同期モーター、工作機械用モーターなどの貴重な情報を提供します。 その後、モーターは停止し、開放された。 下図のように、エンド・リングのひとつに亀裂が見つかった。 ESA技術により、ユーザーは負荷がかかった状態でモーターをテストすることができる。 ALL-TEST ProのESAテクノロジーは、1台で2つの測定が可能です。 これは完全なモーターアナライザー(ESA)であり、パワークオリティアナライザー(PQ)でもある。 通電試験(ESAモード)は、AC誘導モータやDCモータ、発電機、巻線ロータモータ、同期モータ、工作機械用モータなどに対して、モータの健全性に関する貴重な情報を提供します。 PQモードでは、エネルギー・データ・ロギング、高調波分析、電圧・電流チャート作成、波形表示、サグとスウェルの波形キャプチャ、過渡キャプチャ、イベント・キャプチャに使用できます。
DCモータの電流シグネチャ解析
はじめに 10HP、1.0SF、Ins F、1750 RPM、240 V、33 Amp電機子、240 V、1.23 Amp界磁、DC電気モーターをDCドライブの出力から評価。 DCドライブの故障とブラシの状態不良が指摘された。 ディスカッション ALL-TEST PRO™ OL (ATPOL)モーター電流シグネチャーアナライザでDC電気モーターを試験する場合、AT6000 DCクランプを分析に使用することを推奨します。 データはアーマチュアのリード線から直接収集される。 走行速度が選択され、電流リップルが表示される。 電流リップル波形の変動は、電源ライン周波数の高調波とSCRの数×電源ライン周波数として確認できるドライブの問題を示している(図4)。 図1と図3のサインは、パワーエレクトロニクスとブラシ関連の問題を示している。 オールテスト・プロ™ MDキット ALL-TEST PRO™ MDキットは、以下の内容で構成されています: ALL-TEST PRO™ OLモータ電流シグネチャアナライザ ALL-TEST PRO™ 31およびALL-TEST IV PRO™ 2000モーター回路アナライザ EMCATモーター管理ソフトウェア EMCAT用ATPOLおよびPower System Managerソフトウェアモジュール
電圧アンバランスの解消
電圧アンバランスは三相モーターの性能を低下させ、寿命を縮める。 モーター端子における電圧のアンバランスは、電圧のアンバランスに比例しない電流のアンバランスを引き起こす可能性があります。 アンバランスな電流は、トルク脈動、振動と機械的ストレスの増加、効率の低下をもたらす損失の増加、巻線の絶縁寿命を低下させるモータの過熱につながります。 電圧アンバランスの割合は、全米電機工業会(NEMA)によって、三相システムの平均電圧からの線間電圧の最大偏差の絶対値の100倍を平均電圧で割ったものと定義されています。 例えば、測定されたライン電圧が462、463、455ボルトの場合、平均は460ボルトとなる。 電圧アンバランスは (460 – 455) /460 x 100 = 1.1% モーター端子の電圧アンバランスが1%を超えないようにすることを推奨します。 アンバランスが1%を超えると、NEMA MG-1-2011の図20-2に従ってモータをディレーティングする必要があり、ほとんどのメーカーの保証が無効になります。 電圧アンバランスの一般的な原因には、以下のようなものがある: – 力率改善装置の故障 – 不安定なユーティリティ電源 – バンクに対して大きすぎる三相負荷を供給するアンバランスなトランスバンク – 同じ電力系統に偏在する単相負荷 – 未確認の単相対地絡故障 – 配電系統の一次側の回路が開いている 1,800回転/分(RPM)、100馬力(hp)のモーターの効率は、電圧アンバランスとモーター負荷の関数として以下の表1に示されています。 電圧アンバランスの増大による効率の低下という一般的な傾向は、すべての負荷条件においてモーターで観察される。 電圧のアンバランスは、モータの過熱や早期故障の原因となる電力品質の問題の代表的なものです。 不平衡電圧が検出された場合は、徹底的な調査を行って原因を特定する必要がある。 是正措置がとられると、エネルギーとコストの節約になる。 推奨されるアクション 定期的にモータ端子の電圧を監視し、電圧アンバランスが1%未満に維持されていることを確認する。 許容できない値や値の変化率に対してアラームを送信するセンサーの設置を検討する。 ISA100ワイヤレス・センサー・ネットワークは興味深いかもしれない。 電気系統の単線図を確認し、単相負荷が均一に分散されていることを確認する。 必要に応じて地絡インジケータを設置し、毎年サーモグラフィ検査を実施する。 電圧アンバランスが問題である可能性を示すもう1つの指標は、120ヘルツ(Hz)の振動です。 120Hzの振動を発見したら、直ちに電圧バランスをチェックすること。 電圧アンバランスの省エネ例 表1に示すように試験された100馬力のモーターがフル負荷で年間8,000時間(hrs/yr)運転され、不平衡電圧が2.5%であったと仮定します。 エネルギー価格が0.08ドル/キロワット時(kWh)の場合、是正措置を講じた後の年間エネルギー節約額とコスト節約額は次のようになる: 年間エネルギー節約量= 100馬力 x 0.746 kW/hp x 8,000時間/年 x (100/93 – 100/94.4) = 9,517 kWh 年間コスト削減= 9,517 kWh x $0.08/kWh = [...]

電気信号解析によるパルス幅変調モータ駆動の故障検出
産業界におけるACモーター用モーター・ドライブの使用は増加の一途をたどっており、パルス幅変調ドライブ(PWM)は低~中馬力アプリケーションの一般的な業界標準となっています。 モーターシステム内の他のコンポーネントと同様に、PWMドライブにもさまざまな故障モードがあり、トラブルシューティングの目的で電気技術者は一般的にデジタルマルチメーター(DMM)、デジタルオシロスコープ、パワークオリティアナライザーを使用します。 これら3つの計器は、電気技術者が入力電力とモーター駆動に関連する問題のトラブルシューティングを行うことを可能にしますが、モーター自身とモーターの駆動負荷内の故障検出には限られた機能しか提供しません。 さらに、これらの計測器は別個のものであり、レポート機能も限られているため、予知保全(PdM)や状態基準保全(CBM)を目的としたテストは困難な場合があります。 信頼性試験において、DMM、オシロスコープ、パワー・クオリティ・アナライザよりも電気的特性解析(ESA)の方が明らかに優れているのはこの点です。 さらに、入力電力とモーター駆動の状態を評価するだけでなく、多くの一般的な故障モードについてモーターと被駆動負荷の状態も評価する。 ESAについて ESAは、モーターシステムの運転中に電圧と電流の波形を取り込み、高速フーリエ変換(FFT)により、付属のソフトウェアでスペクトル分析を行うオンライン試験方法です。 このFFTから、入力電力、制御回路、モーター本体、および駆動負荷に関連する故障が検出され、CBM/PdMの目的でトレンド分析が可能です。 私たちのESA装置は、ハンドヘルド、ポータブル、バッテリー駆動である。 すべてのESA分析システムは、電圧、運転速度、全負荷電流、馬力(またはkW)のモーター銘板情報を必要とします。 さらに、ローターバーやステータースロット数、ベアリング部品番号、ファンのブレード数やギアボックスアプリケーションの歯数などの被駆動負荷部品の情報などのオプション情報を入力することで、より詳細で正確な解析を行うことができます。 ESAは多くの人にとって新しいものであるため、以下にESAが検出する一般的な故障を図示する。 図1を参照。 この記事では、PWMドライブによくある3つの不具合について説明します: 1) 整流ブリッジの入力ダイオードが開いている。 2) 中間直流回路のコンデンサの故障。 3) 絶縁ゲートバイポーラトランジスタ(IGBT)の不良。 この3つのうち、コンデンサの故障はモータの性能を監視してもすぐに兆候が現れないため、早期発見が最も難しい。 ドライブについて 図2はPWMモーター・ドライブの基本ブロックを示しており、これには入力交流電源、入力交流電圧を整流する全波ダイオード・ブリッジ、コンデンサを含む中間直流回路、インバータ・ブリッジ、モーターが含まれる。 ESAを使用した試験では、試験対象のモーターシステムに電圧と電流を接続します。 接続は通常、モーター・コントロール・センターで行われ、備え付けの携帯用電圧プローブと携帯用変流器、またはあらかじめ設置された特別な接続ボックスを使って行われる。 接続ボックスの利点は、必要な接続を行うためにモーター制御盤を開けることなくデータを取得できることである。 PWMアプリケーションでは、PWMドライブへの入力とPWMドライブの出力の2つのデータを取る必要がある。 データ収集プロセス全体(接続が行われた後)にかかる時間は約4分で、この時点ではモーターの銘板情報は必要ありません。 この情報は、後でデータ分析を行う際に入力することができる。 データファイルは、付属のソフトウェアを使用して表示され、Microsoft® Wordのレポートが作成されます。 このソフトウェアには、さまざまな分析スペクトルを扱うための使いやすいツールが用意されている。 ソフトウェアの調査結果は、完全なレポートを作成しなくても見ることができる。 このソフトウェアは自動的に以下のことを報告する: 力率、電流アンバランス、電圧アンバランスと銘板に対する実効電圧、銘板に対する負荷、位相接続、ローターの健全性、ステーターの電気的および機械的健全性、ローター/ステーターのエアギャップ、全高調波歪み(電圧と電流)、不整列/アンバランス表示、ベアリングの健全性。 また、電圧と電流のピークとクレストファクター、位相インピーダンス、電力(皮相電力、実質電力、無効電力)、運転速度、ライン周波数も報告します。 AC誘導モーターとDCモーターについては、モーター効率も計算します。 平均的な熟練ユーザーであれば、モーター1台あたり10分もかからずに完全な分析を実行し、レポートを作成することができる。 ケース・ワン ケース1は、EMA社(ニューヨーク州コートランド)のサービス施設で受け取ったモータードライブです。 ドライブとモーターはダイナモメーターでテストされた。 2つのデータが収集された。 1つ目は、ドライブの入力で波形のみをキャプチャしたもので、2つ目はドライブの出力でキャプチャしたものである。 2つ目のデータセットには、電圧波形と電流波形のキャプチャと、50秒間の電圧波形と電流波形が含まれる。 図6はC相の入力電流波形である。負のピークが欠けていることに注意。 これはダイオードが開いていることが原因である。 ESAが自動的に生成するレポートでは、電流のアンバランスと、オープンダイオードに起因する過大な高調波歪みの両方が特定されます。 この報告書の最初のページは要約のみで、各主題の詳細が記載された追加ページがある。 ここで見られるような大きな電流位相アンバランスは、PWMドライブの内部コンポーネントを損傷し、モーター・ドライブに給電する電源トランスにストレスを与える可能性があります。 ケース2 件目はEMAが修理を依頼したもので、コンデンサーバンクのコンデンサーの老朽化が原因である。 問題は、これらのコンデンサーが老朽化し、劣化し始めると、モーターの性能は明らかな兆候を示さなくなることだ。 ひとたびコンデンサが故障し始めると、良好なコンデンサによってさらなる電流が流され、コンデンサに過度の熱が発生し、その熱が残りのコンデンサの故障を加速させる。 これらのコンデンサーには、内部の過度の圧力を逃がすための通気口があるが、通気口が十分でない場合、爆発する可能性がある。 さらに、モーターに供給される過剰なリップル電圧は、モーターが高調波電流を引き込む原因となる。 これらの高調波電流は負のシーケンストルクを発生させ、モーター性能を低下させ、さらにモーター内部に有害な熱を蓄積させます。 図9はドライブ出力の電圧を示しており、これはコンデンサーが良好な状態の良好なドライブの場合である。 ケース3 ケース番号3はEMAが修理のために受け取った。 出力波形はIGBT(絶縁ゲートバイポーラトランジスタ)がオンしていないことを示している。 これにより、電流のアンバランスと波形の歪みの両方が生じる。 結論 結論として、DMM、オシロスコープ、および電源品質測定器は、PWMモーター・ドライブに対して優れたトラブルシューティング能力を提供する。 しかし、データ収集とレポート作成に限界があるため、電気モーターの信頼性試験プログラムにうまく組み込むことができない。 さらに、一般的なモーターや負荷に関連する問題については、ほとんど情報を提供していない。 電気的特性解析により、信頼性技術者は、入力電力から駆動負荷までのモータシステム全体を見ることができます。 PWMアプリケーションでは、電圧と電流の接続が完了してからデータ収集にかかる時間は4分未満です。 この4分間のテスト・プロセスから、ドライブやモーターの故障がモーター・システムの故障を引き起こす前に、整流ダイオードの故障、DCバス・コンデンサの不良、IGBTの故障などの問題を素早く特定することができます。 重要なのは、この3つのケースすべてにおいて、負荷やその他の運転要因によってはモーターはまだ作動しているかもしれないが、システムが作動し続ける確実性は損なわれているということである。 モーターやPWMドライブに新たな損傷が発生する前に、ESAがこれらの故障を早期に特定することで、高価なダウンタイムを最小限に抑え、機器の信頼性を向上させ、機器の致命的な損傷や作業員の負傷を防ぐことができます。 著者について リチャード・スコットはナショナル・セールス・マネージャー、ドン・ハアパプロ(CMRP)はALL-TEST Pro, LLCのキーアカウント・マネージャーです。 ALL-TEST Pro社は、電動機、発電機、変圧器、コイル、巻線の予知保全試験、品質管理、トラブルシューティングに使用されるモータ回路解析(MCA)、電気信号解析(ESA)、電力品質解析(PQ)用のポータブル試験装置メーカーです。 オールテスト・プロ® MCA装置は、巻線故障、位相アンバランス、ローター故障、地絡故障などの電気故障を早期に検出します。 ALL-TEST PRO® ESAおよびPQ装置は、入力電力、電気モーターから電気的および機械的な被駆動負荷までの自動分析を提供します。 [...]

エネルギー、信頼性、生産コスト改善のためのモーター回路解析
はじめに 電力需要の増加による停電のニュースが報じられるなか、エネルギーコストを抑制する方法は、もはやグリーンな選択肢ではなく、生き残り戦略のひとつとなっている。 産業界において、エネルギー制御の第一の可能性は、電気モーターシステムのエネルギー戦略である。 電気モーターシステムは、米国内の全エネルギーの19%を使用し、全発電電力の57%を占めている。 製造業で使用される電気エネルギーの70%以上、プロセス産業では90%がモーターシステムによって消費されている。 電気モーターの改修、可変周波数ドライブの適用、その他のエネルギー効率化戦略は、心強い注目を集めている。 しかし、エネルギー効率化の機会として見過ごされがちなのが、メンテナンスと信頼性という2つの分野だ。 EPRIによると、一般的な機械設備の効率は、適切なメンテナンスによって通常10~15%向上させることができる。 これには、予防的、予知的、積極的、是正的なメンテナンス・プログラムが含まれる。 特に、モーター回路解析(MCA)を一貫して適用することで、モーターの故障を回避し、予防的なメンテナンスや交換を可能にし、モーターシステム全般のエネルギー効率を向上させることができます。 エネルギー・コストだけで、モーター・メンテナンス・プログラムが正当化されるとは限らない。 しかし、生産性や関連する信頼性コストと組み合わせれば、MCAプログラムはすぐに正当化できる。 たとえば、工場全体の生産量の10%を占め、年間6,000時間稼動する、あるラインの100馬力のメイン・ドライブ・モーターを考えてみよう。 工場の100%が停止した場合、工場のダウンタイムコストは1時間当たり25,000ドルになる。 致命的な故障が発生した場合、モーターを交換するのに6時間かかり、始動時間は2時間かかる。 モーターには75%の負荷がかかり、エネルギーコストは0.06ドル/kWhと14ドル/kWで、5%のインピーダンスのアンバランスが検出された。 無駄な製品を除いた全体的なコスト増は、年間24,875ドルになる。 93.6%は生産の損失、3.1%は電力消費の増加、1.2%はモーター寿命の減少、2.1%は需要コストの増加によるものである(図1)。 モーター回路解析 MCAの基本コンセプトは、解析者が電動機の巻線の状態を判断するために、単純抵抗(R)、複素抵抗(Z – インピーダンス)、インダクタンス(L)、位相角(力率)、接地絶縁状態(メガオーム)、およびその他のテストを見る機会を与えることである。 これらの測定は、安全性と精度の両方において、装置を非通電状態にして行うのが最適です。 原理的には、電気モーター回路は、単純な抵抗と複雑な抵抗、インダクタンス、そしてその結果生じる位相角の直列であり、三相システムではそれぞれ120度離れている(図2)。 三相巻線が不完全な場合、物理法則に基づき、元々の欠陥や間近に迫った故障が原因で、これらはアンバランスになる。 組立式電動機では、ローターの鋳巣や折れ、エアギャップ不良、シャフトの反りなどが、ステーターとローターの相互誘導によるばらつきを引き起こす。 ステーターとローター間の相互インダクタンスを読み取るMCA装置の能力により、分析者はローターやエアギャップ内の欠陥を効果的、迅速かつ安全に検出することもできる。 ほとんどのMCA機器は、12ボルトから13.8kVまで、小電力から10,000馬力以上のモーターで動作することができ、幅広い動作範囲を提供しますが、抵抗、静電容量、誘導の測定値のみを提供し、通常はメガーまたは分極指数テストを追加したRCLメーターと混同しないでください。 さらに、高品質のMCAユニットは、ソフトウェアパッケージを含めても1万ドル以下で購入できるため、非常に手頃なプロアクティブ・メンテナンス・ツールとなっている。 RCLメーターとMCAメーターの重要な違いは、インピーダンス測定値である。 電流はインピーダンス以上の電圧に等しいため、交流アプリケーションでは電圧と電流のアンバランスは反比例する。 電圧アンバランスの経済的影響については多くの研究がなされているため、これは重要な区別となる。 また、インダクタンスだけでは、巻線の設計やローターと巻線の位置関係によって変化してしまう。 残念ながら、インダクタンスをベースにしたシステムでは、良い電気モーターや巻線が故障することが多いのです。 モーター巻線の真の状態を知るためには、抵抗、インピーダンス、インダクタンス、位相角、絶縁抵抗など、モーター回路の構成要素をすべて見る必要がある。 MCA装置の少なくとも1つのメーカーは、印加周波数を2倍にし、その結果生じる巻線間の比率を見る特別なテストを追加している。 これにより、ターンツーターンやコイルツコイルの不具合を早期に検出することができる。 MCAがエネルギーに与える影響 電気モーターの目的は、電気エネルギーを機械的トルクに変換することである。 3つの位相がすべて互いに120度ずれており、ステーター、ローター、摩擦損失が抑制されている場合に、最もよく作動する。 位相が互いに120度異なると、磁界がローターを回転させるのが難しくなるため、モーターの効率が低下する。 十分にずれると、互いに干渉し始める。 この影響は電圧とインピーダンスのアンバランスの両方に見られ、効率、信頼性、生産への影響も含まれる。 電圧のアンバランスと同様、1~2%のアンバランスは許容できるが、アンバランスは5%を超えてはならない。 インピーダンス・アンバランスが2%を超える場合は、図4に示すようにモータをディレーティングする必要があります。 インピーダンスのアンバランスがもたらす重要な影響のひとつは、エネルギー効率とそれに伴うコストへの影響である。 電気モーターの効率に関する簡単なエネルギー計算は以下の通りである: 式1: kW ロスKW = hp * .746 * 負荷 * [(100/E1 – (100/E2)]. ここで、hpは馬力、E1は新しい効率、E2は元の効率である。 式2: [...]

マシン・モニタリングとESAテクノロジーによるプラントの信頼性向上方法
By:ウィリアム・クルーガー、ALL-TEST Pro 全世界で3億台以上の電気モーターがインフラ、大型ビル、産業で使用されている。 これらのモーターは、産業用消費電力の約2/3を占めている。 電気は、製品を生産する機器を作動させたり、工場の設備が実行するために建設されたサービスを提供したりする原動力となるため、工場のほぼすべての分野で必要とされる。 電気は、連続的な流量を必要とし、便利に保管することができず、通常は使用前に検査されないという点でユニークな製品である。 スイッチを入れたりボタンを押したりしたときに電気が点いたりモーターが始動したりすれば、その電気は信頼できるのだ。 しかし多くの場合、モーターシステムに供給される電力の品質が故障や不具合の原因となっている可能性がある。 劣悪な「電力品質」の結果は通常長期にわたるため、問題の原因や要因として見過ごされがちである。 モーターの機械的・電気的状態やドライブの機械的状態とともに、入力電力の品質を知ることは、稼働時間を維持しコストを節約するために、すべての設備で重要です。 このため、工場は試験、状態監視、または予知保全プログラムPdMを導入している。 多くの検査機器が販売されており、測定値、グラフ、レポートを提供し、モーター状態の答えではなく、警告やアラートを提供する。 ESAテクノロジーは、モーター、ドライブ、電気の健全性に関連する答えを、機器が稼動している間に、迅速かつ信頼性の高い回答を提供します。 モーター回路解析 MCAは、非通電状態におけるモーター巻線および接地壁絶縁システムの信頼できる健全性状態を提供します。 連続運転するマシンもある。 この機器を評価するために、産業界は、高価な機器のシャットダウンや致命的な故障につながる前に機器の故障を特定するための予知保全プログラムをプラントに導入している。 そのため、稼働中の機器をテストできる技術が必要となる。 機械振動分析(MVA)、サーモグラフィ、超音波などのPdM技術はすべて、設備が稼動している間に、プラントの配電設備や回転設備の特定の故障を特定する貴重な情報を提供してきた。 しかし、すべてのPdMプログラムが同じではなく、最も効果的なプログラムは複数の技術の必要性を認識している。 最も効果的な予知保全プログラムには、次の3つの段階がある。 1) 検出、 2) 分析 3) 訂正。 予知保全の検出段階: 1) できるだけ多くのマシンを素早くスキャンする 2) 可能な限り多くの潜在的問題を特定する。 3) できるだけ多くの診断を提供する 検出フェーズに続く分析フェーズでは、健全性に劣化が見られた機器を特定する。 この段階では、機械内部のどのような状態が変化したのか、あるいはどのような不具合が発生したのかを特定するために、同じ技術、あるいは場合によっては他の技術を用いた、より詳細な追加テストが必要となることがある。 技術によっては、最初の検出プロセスで異常の原因について何らかの示唆を与えることもある。 つまり、最適なPdM技術である検出と分析の間には、常に微妙な境界線があるのだ。 修正フェーズでは、特定された故障に対するアクションプランを作成する。 例えば、故障がアンバランスの場合、現場で修正できるのか、それともショップでバランスを取る必要があるのか。 ベアリングの欠陥が検出された場合、故障のコスト対生産損失など、いくつかの要因に応じて、運転が許す限り機械を経済的にシャットダウンできるまで監視間隔を短縮するか、直ちにシャットダウンすることが考えられます。 一般的な予知保全ツール。 機械振動解析 – 振動は、回転機器に最も一般的に使用される技術の1つです。 定義によれば、振動とは静止点を中心に周期的に前後または上下に動くことである。 振動は、機械やプロセスのさまざまな不具合を検出し、特定することができます。 MVAによって特定される典型的な故障: メカニカル・アンバランス ミスアライメント – ソフトフットも含む 偏心ローター 曲がったシャフト シャフトのゆるみ 非回転部品間 回転部品と非回転部品の間 回転部品の緩み ブレードと羽根のすれ違い問題 ギアボックスの問題 転がり軸受の欠陥 ローターがこすれる プロセスの問題: キャビテーション 流れや空力的な問題 ACインダクションモーターの問題 ローターの問題ローターバーの破損、偏心ローター(動的偏心)、熱に敏感なローター ステーターの問題不均等なエアギャップ(静的偏心)、ソフトフット、巻線の緩み、ステーターアイアン モーターコントローラーの問題 VFDコントローラーのいくつかの限定された故障 DCモーターコントローラーのいくつかの限定された故障 利点、非侵襲的な測定、検査データの入手が容易、広く使用され受け入れられている。 デメリット:電力品質やその他の電気的問題の状態を示す指標はなく、初期の故障を示すにはニュートンの法則F=mAに依存する。 つまり、故障を検出する能力は機械の質量に依存し、大きな機械ほど大きな力を必要とするため、多くの場合、特に初期段階では故障を完全に見逃してしまう。 そのため、測定値に基づく故障の深刻度は、質量の関係で必ずしも比較できるものではない。 例として、小さな機械でアンバランスによって生じる同じ力を大きな機械に加えると、結果として生じる振動は小さくなるが、ベアリングに加わる力は同じになる。 MVAでさらに考慮しなければならないのは、振動には方向性があり、振動センサーも同様に単方向性であるため、方向性のある方向の動きしか測定できないということだ。 さらに、これらのセンサーは、その場所または取り付けポイントでの動きしか測定しない。 全方向の動きを評価するには、通常、各ポイントで3回の測定が必要だ。 さらに、すべてのセンサーが同じ動きを測定するわけではなく、相対的な動きを測定するセンサーもあれば、絶対的な動きを測定するセンサーもある。 赤外線-熱は振動と同様、システム内の問題発生の良い指標であり、サーモグラフィは電気分野で接続の問題に非常に役立つことが証明されている。 また、この技術を使って、電流のアンバランスや機器のさまざまな部分のホットスポットなど、他の問題を特定することも可能だが、通常、十分な熱が発生する頃には、故障は一般的にかなり進行しており、場合によっては、故障が進行するにつれて温度が低下することもある。 [...]

ESAとMCA™テクノロジーによるコスト削減
回転機器の管理 全世界で3億台以上の電気モーターがインフラ、大型ビル、産業で使用されている。 これらのモーターは、産業用消費電力の約2/3を占めている。 電気は、製品を生産する機器を作動させたり、工場の設備が実行するために建設されたサービスを提供したりする原動力となるため、工場のほぼすべての分野で必要とされる。 モーターとドライブとともに、入力電力の状態を知ることは、稼働時間を維持し、コストを節約するために、すべての施設で重要です。 多くの検査機器は、モーターの状態について答えを出すのではなく、測定値や警告を出すだけです。 MCA™とESA技術は、モータとドライブの健全性に関する疑問に対して、迅速で信頼性の高い回答を提供することで、他の検査方法の分析や解釈に必要な解釈や専門知識の負担を軽減します。 MCA™とESAテクノロジーとは? MCA™(モーター回路解析)は、モーターと関連配線の健全性を評価するための無通電低電圧試験方法です。 この方法は、モーターコントロールセンター(MCC)から、またはモーターで直接開始することができます。 MCCからのテストの利点は、テストポイントとモータ間の接続やケーブルを含むモータシステムの電気部分全体が評価されることです。 MCA™は、現場で実証されたモーター検査法で、従来の面倒な(ゴー・ノー・ゴー)手法では検出が困難であった、あるいは不可能であった故障を迅速かつ正確に特定します。 地上壁絶縁システムの状態は、巻線絶縁システムの状態や様々なローターの故障を特定することができない。 MCA™は、モーターが非通電の状態でモーターの健全性を評価します。 MCAは、誘導電動機における地上壁の絶縁状態、巻線の絶縁状態、リスケージ型ローターの故障、および制御へのケーブル配線を特定するために使用することができます。 ESA(電気信号解析)は、電圧と電流の両方を使用して、モーターが通電している間のモーターシステム全体を評価します。 入力電力品質は、グリッド、制御、または配電センター、操作、および環境の障害を検出します。 ESAは他のほとんどの技術よりも早く故障を発見する。 ESAはモータの電圧と電流の時間波形をキャプチャし、これらの波形に対して高速フーリエ変換(FFT)を実行することで、アンバランス、ミスアライメント、緩み、ベアリングの不具合、ギアの不具合、ベーンやブレードの力など、モータに周期的な負荷をかける機械的な不具合や、キャビテーションなどのプロセスの不具合、流体や空気システム内の油圧力などを特定し、問題を簡単に特定します。 ESAはまた、静的・動的偏心やリスケージ式ローターの欠陥など、モーターの欠陥も発見する。 ESAは、運転中のモーターシステムの健全性を評価する。 ESAが推奨する監視スケジュールは、モータの重要度や運転環境に応じて、月1回から年1回までさまざまです。 MCA™ & ESA技術は、他の検査技術を補完します。 振動、赤外線、超音波はすべて、潜在的な問題を警告する。 MCA™テクノロジーを使用することで、問題の原因を特定することができます。 – サイズ、パワー、電圧に関係なくAC/DCモーター – AC/DCトラクション・モーター – ジェネレーター/オルタネーター – 工作機械用モーター – サーボモーター – 制御トランス – 変圧器 – 工作機械用モーター – ギアボックス – ポンプ、ファン、ベルトシステム MCA™の利点 – モータ回路解析技術は、新品、修理済みモータ(モータタグ)の入出庫検査、状態監視、予防保全、安全で迅速な予知保全(資産寿命の傾向)、トラブルシューティングに使用されます。 MCAは、ケーブルの劣化、接点の凹み/腐食、接続の緩み、巻線故障の発生、地絡、巻線汚染、ローター故障を素早く検出します。 MCA™のもう一つの利点は、ゆりかごから墓場までモーター資産を追跡するTVS™(Test Value Static)である。 TVS™は、モーターのベースラインの変化を監視し、潜在的なモーターの故障や関連する問題の発生を警告します。 地元の大学のアイススケート場では、15分以内にMCA™技術を使ったケーブルとモーターをテストしている。 運転上の問題でモーターの取り外しと巻き戻しが予定される前に、大学は1万5000ドル以上の経費を節約した。 モーターは完璧な状態だったが、モーターとMCCの間のケーブルは交換が必要だった。 ESAの利点 – 電気的特性分析技術は、ステータとロータの問題(偏心、鋳造ボイド、バーの亀裂や破損)、バランス(シャフトやベアリングの曲がりや亀裂)、アライメント(ベルト、ファン、ポンプ)などの機械的問題を迅速に検出します。 ESAには電力品質が含まれ、エネルギー・データ・ロギング、高調波分析、電圧、電流のチャート作成、波形の表示、サグとスウェルの波形キャプチャ、過渡キャプチャ、およびモーター動作中のイベント・キャプチャに使用できます。 その他の機能には、モーター効率、試運転、トラブルシューティングと予測傾向、分析が含まれます。 使用されているESAテクノロジー。 [...]

三相交流誘導電動機の無励磁試験方法について
モーターインダクタンス検査は、全体像を正確に把握できない方法で行われることが多いのです。 不適切なテストは、機器の早期交換やコスト分析の不備など、マイナスの結果につながる可能性があります。 ALL-TEST Pro独自のモーター回路解析(MCA™)装置を使用した無励磁モーターテストは、テストをより正確に、より実用的に、より分かりやすくすることができます。 この記事では、三相交流モーターのテスト方法を紹介し、MCA™メソッドがより包括的である理由を説明します。 従来のテスト方法はどうなっているのか? 三相モーターを最新の試験方法でテストする方法を説明する前に、絶縁抵抗計やマルチメータを使った従来のテスト方法では十分でない理由を説明します。 これらのツールは、モータの特定の部分を見落とし、三相モータの不良を見分けるのに役立つとは限りません。 絶縁抵抗測定器 電気的なステーターの故障のうち、コイルとモーターフレームの間で発生したり、直接地面にショートしたりするものは約17%に過ぎず、約83%は巻線の絶縁体で発生することが分かっています。 IRGテストは巻線の絶縁を無視するため、ごく一部の故障にしか適用されません。 また、地上壁の断熱材の全体的な状態は評価せず、弱点だけを評価します。 IRGメーターは、GWIの電荷を蓄える能力を判断するために、時代遅れの分極指数を使うことを推奨しています。 これらのガイドラインは、古いタイプの断熱材に基づくものであり、新しい断熱システムには無効となる可能性があります。 IRG測定の目的は、絶縁体の状態を知ることではなく、三相電動機の通電が安全であることを確認することです。 散逸係数や対地静電容量などの追加測定により、GWIの全体的な状態をより完全に把握することができます。 マルチメーター マルチメーターは、特定のモーターのリード線間の電気回路の抵抗値を測定します。 理論的には、導体を包む絶縁体が破壊されると(巻線ショートのように)、ショートしたコイルの抵抗値が他のコイルより低くなり、相間の抵抗アンバランスが生じます。 巻線の絶縁劣化の指標としての抵抗値の問題は、電流が最も抵抗の少ない経路を通るという電気の基本法則にある。 電流がコイルのターンをバイパスする前に、コイル間の絶縁抵抗が、ショートしたターンの導体の抵抗より低くなる必要があります。 これらの値はミリオーム単位で、通常、巻線間の絶縁が完全になくなるまで測定できない。 また、マルチメーターの問題点として、絶縁体の温度係数がマイナスであることが挙げられます。 温度が上がると抵抗値が下がり、電流がコイルの周りを短絡するほど低い値になる可能性があります。 モーターが停止した後に測定すると、巻線と絶縁体の温度が下がり、絶縁体の抵抗が十分に増加し、電流が通常の経路をたどり、相間でバランスのとれた測定値が得られるようになります。 断熱材はどのように分解されるのか? 三相モーターの状態を把握するためには、絶縁破壊の早期発見が重要です。 そのために、MCA™は低電圧のAC信号を使って巻線絶縁システムを運動させ、巻線絶縁が劣化し始めると起こる化学変化を判断します。 すべての物質は分子と原子で構成されています。 原子はレゴ®ブロックのように、化学結合で分子を形成しています。 これらの結合は、原子の最外殻(価数)で発生します。 絶縁材料は、価電子の結合が非常に強固である。 導電性物質は、価電子帯の電子がゆるく結合しています。 熱は絶縁材料の化学構造を変化させ、導体を囲む絶縁体の導電性を高め、絶縁体に経路を形成させることができます。 これらの経路は、導体間に短絡を生じさせます。 によると、この アーレニウスのほうていしき この化学反応は、温度が10℃上昇するごとに2倍になります。 断熱材は瞬間的に故障することはありません。 電気絶縁材料はすべて誘電体であり、経時的に化学変化が起こりますが、この反応が劣化を早めるのです。 熱によって反応速度が速くなり、それに伴って劣化速度も速くなる。 そうすると、断熱材が段階的に破壊され始めます。 絶縁体にストレスがかかると、導電性が高まり、抵抗性が低下し、静電容量が低下します。 断層帯で温度が上昇し始め、断熱材が炭化経路を形成する。 初期段階では、絶縁体に電流が流れない。 絶縁体の劣化に伴い、抵抗値は減少し続けます。 自己インダクタンスや静電容量が低下し、モーターが断続的にトリップするようになり、絶縁が冷えると正常に動作するようになるかもしれません。 このまま運転を続けると、断層が悪化して断層帯の温度が上昇し続けることになります。 最終的には、断層帯に電流が流れるまで絶縁が劣化する。 この現象により、巻線の絶縁体が完全に破断し、巻線が気化する可能性があります。 このとき、コイルのインダクタンスと巻線抵抗が変化する。 よくあるローターの故障とは? 大型三相交流誘導電動機の一部(EPRIでは10%)は、ローターの問題で故障します。 これらは、従来のモーターテストでは検出できなかったり、診断に時間がかかったり、複雑な検査機器が必要だったりします。 ここでは、代表的なローターの故障を紹介します。 鋳造ボイド 鋳造ボイドは、リスケージ型ローターの電気部分のローターバーやエンドリングに蒸気バブルが発生することで発生します。 バーやバーの抵抗を増やすのです。 ローターバーは並列回路を作ります。 電気の基本理論では、並列回路の各脚の電圧は同じであるとされています。 ローターバーに鋳巣があると、ローターバーの抵抗が大きくなり、(故障のあるバーを通る)電流の流れが悪くなり、隣接するバーを通る電流の流れが大きくなります。 隣接するローターバーに流れる電流が増加することで、ローターバーがさらに加熱される。 さらに熱が加わることで、影響を受けたバーが熱膨張し、ローターがたわみ、過大な振動やベアリングの早期故障・頻発を引き起こします。 エキセントリックローター 偏芯ローターは、シャフトの幾何学的中心線とローターコアの幾何学的中心線が同心でない場合に発生します。 ローター上でシャフトから最も遠い点(ハイスポット)はステーターに近くなり、ローターの反対側の点(ロースポット)はシャフトに最も近いがステーターからは遠くなる。 偏芯により、ローターコアとステーターコアの間隔が不揃いになります。 偏心ローターにはハイスポットとロースポットがあるため、ローターとステーターの不等間隔はローター位置によって変化します。 このような偏心を動的偏心と呼びます。 この状態は、ローターとステーターの間に電気的にアンバランスな力を発生させ、ベアリングの故障を頻発させることになります。 不等間隔のエアギャップ 同心円状のローターがステーターフィールドの幾何学的中心線上に配置されていない場合、不等間隔のエアギャップが発生します。 [...]
VFDモーターベアリングの故障:モーターの故障かVFDの問題か?
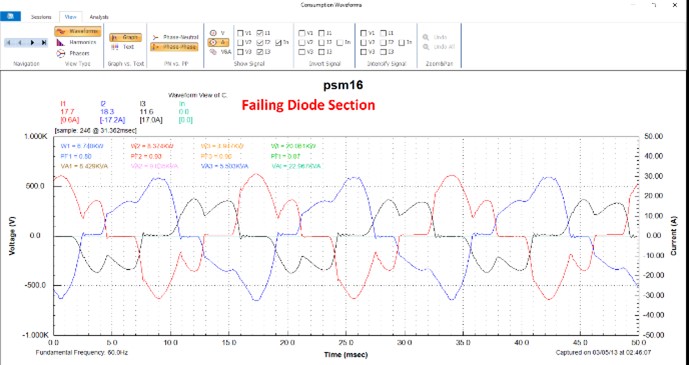
可変周波数駆動装置(VFD)技術の向上により、コストの削減、信頼性の向上、そして何よりも使用頻度の向上が実現されています。 最近のVFDシステムの多くは、故障時に自動でシャットダウンする内部診断機能を備えています。 しかし、これらの不具合の原因を突き止め、修正することは、時として困難な場合があります。 しかし、非通電(MCA)および通電のモーターテストは、これらの問題の多くを迅速かつ容易に特定するのに役立つ貴重な洞察を提供します。 本書では、この2つの簡単なモーター試験技術をVFDのトラブルシューティングに取り入れる方法を紹介します。 基本操作 VFDは、入力される3相交流電力を整流してDCバスを形成します。 DCバスは、インバータ部に入力される整流された直流をコンデンサで平滑化する。 インバーター分野では、コントローラーがマイクロプロセッサーを使って半導体スイッチを制御し、直流電圧を可変の3相交流電圧と周波数に変換してモーターに入力します。 半導体(SCRやIGBT)の発火時間を制御することで、直流パルスの幅を変調し、電圧と周波数が変化する模擬三相入力電圧を発生させます。 入力電圧の周波数は、磁界がステーターの周りを回転する速度を決定します。 磁界が発生する速度を同期速度(SS)という。 SS= 120 F/P ここでF= 供給電圧の周波数 P = モータの極数 インバータ回路のスイッチング特性により、VFDはプラントの電気系統に高調波を導入し、PQの問題を引き起こす可能性があります。 さらに、VFDはPQの影響を受けやすいため、VFDが停止してしまうこともあります。 多くのVFDは、シャットダウンの原因を示す内部電子回路を備えています。 これらの共通コードは、過電圧、過電流、過負荷、電圧・電流アンバランス、温度過昇、外部故障などの原因を割り当てています。 この情報は重要ですが、実際に問題なのは、何が原因で故障状態が発生したのかです。 故障の原因はVFDにあるのか、VFDが経験したことなのか? VFDに障害が発生した場合、電源の問題、接続の問題、モーターの問題、駆動する機械やプロセス自体の障害などが考えられます。 VFDに起因する故障の場合。 電子部品の故障や不具合が原因である可能性があります。 一般的な故障としては、整流部のダイオード、DCバスのコンデンサー、インバーター部の半導体の故障や不具合などがあります。 無励磁モーターテストモーター回路解析™(MCA™)について モーター回路解析™ (MCA™) は、モータの巻線に低電圧のAC&DC信号を注入し、モータを非通電状態にしてモータシステム全体を徹底的に評価するモータ試験技術です。 MCAモーターテストは、モーターで直接、またはVFDの出力からリモートで実施することができます。 従来の無通電モーターテストとは異なり、ローターの問題や巻線の絶縁破壊の発生を特定することができない。 MCAテストは、接地壁の絶縁システムだけでなく、ステーターのコイルを作るための導体周囲の絶縁や、ローターの電気部分の既往症や故障の発生を早期に発見することができます。 MCAは初期段階で故障を特定することができますが、モータの「良」を素早く確認できるため、VFDトリップの原因としてモータを素早く排除することができます。 VFDの出力から3分間のテストを行うことで、「良好」という結果は、モーターだけでなく、関連するケーブルやテスト回路内のすべての電気部品も良好な状態であることを示します。 しかし、結果が悪い場合は、モーターで直接3分間の追加テストを行うだけでよいのです。 モーターのテストが良好な場合は、配線またはコントローラーの故障です。 モーターが現像不良を示す場合、ローターまたはステーターの電気回路に故障があるかどうかを判断するために、オプションのMCAテストが用意されています。 低電圧DCテストは、被試験回路における接続の問題を示すもので、外部および内部のすべての接続が十分に「堅固」であることを確認します。 一連の交流試験では、巻線絶縁体を運動させ、導体間の絶縁が劣化し始めると巻線絶縁体の化学的構成に生じる非常に小さな変化を特定します。 オプションのダイナミックテストでは、テスト対象のモーターシャフトを手動で回転させ、ステーターシグネチャーを作成し、ステーター巻線システムを構成するコイルの導体を囲む絶縁体に発生した不具合を特定します。 ローターシグネチャーは、ローターバーやエンドリングの静的または動的偏心、亀裂、破損、鋳造ボイドなど、ローター電気系統の不具合を特定します。 通電モーターテスト。電気信号解析(ESA) 欧州連合(ESA)加盟国 は、VFDの入出力電圧・電流を利用して、ドライブに供給される電力の状態や品質、ドライブからモーターに出力される電圧・電流を迅速に分析します。 これらのテストには、それぞれ< 1分必要です。 ドライブの入力と出力でESAモーターテストを行うことで、入力と出力の完全なプロファイルを得ることができます。 各テストでは、3相の電圧・電流の同時データ取り込みを行って3相それぞれのPQテーブルを作成し、3相すべての電圧・電流波形を50msecで取り込み、表示・保存します。 さらに、50秒間の電圧・電流波形をデジタル化し、入力と出力の電圧・電流の両方について、高周波と低周波のFFTを実行するために使用します。 入力電力 ドライブへの入力電圧は、ドライブに供給される入力電圧の状態を示す貴重な情報であり、入力電圧や電流のアンバランスや高調波の含有量を計算します。 入力電流は、ドライブの整流部のダイオードの状態を示すものである。 図2はすべてのダイオードが正常に発火した場合の電流波形である。図3では、整流部のダイオードのうち1つ以上が正常に発火していないことがすぐに分かる。 [...]
モーター受入テスト
モーター受入テストは、多くの予防保全プログラムの重要な部分であり、ダウンタイムが発生する前に電気的な問題を発見するための鍵となります。 35年以上にわたるモータ試験の経験から、ALL TEST PRO®は、新品または新しくリビルトされたモータの25~30%が故障を示す可能性があると判断しました。 すべての不良モータがダウンタイムにつながるわけではありませんが、これらの欠陥はモータの効率を低下させ、追加の反復的な保守を引き起こす可能性があります。 MCA™により、ユーザーは生産性を維持し、高価な交換を避け、重要なモーターへのダメージを最小限に抑えることができます。 しかし、受入試験とは一体何なのでしょうか?また、モーターの受入や非難を行うタイミングはどのように判断すればよいのでしょうか? モーターの受け入れテストの概要について、テストに使用できる機器の種類とともに、基本的なことを解説していきます。 アクセプタンステストとは? 検査と受入試験は、以下を使用して行われます。 モーター回路解析 (MCA™) 非破壊の非通電試験で、モータの電気的健全性を総合的に把握します。 多くの技術者がモータの電気的健全性を評価するために毎日使っているツールは、前世紀の技術に根ざしています。 ツールは最新のユーザーインターフェイスを備えていても、電気モーターの健康状態を分析する機能は1970年代に使用されていたものから進歩していないのです。 一般的な名称としては、相と接地間の絶縁システムの状態を評価するメガオームメーター(meg-ohm meter)、相間抵抗の測定に使用するデジタルマルチメーター(DMM)などがあります。 メグオームメーターによる絶縁抵抗測定は、モーターが安全に動くかどうかを評価することが主な目的です。 Insulation to Ground試験を行うことで、モータの巻線とモータのフレームまたはグランドとの間の絶縁システムのみを試験することができます。 多くの人は、これらのテストに合格すれば、モーターは完全に機能すると思っています。 しかし、巻線システムの内部で、2つの導体間の絶縁が劣化し始めたらどうでしょう。 絶縁が完全に損なわれておらず、2本のワイヤー、2つのコイル、または巻線システムの2つの相の間に直接短絡がない場合、標準的なデジタルマルチメーターは抵抗値の変化を検出しません。 今 致命的な故障が発生するまで、開発中の故障は発見されない。 また、受入検査を行うことで、ローターバーの破断や製造時に発生する鋳造ボイドなど、ローターの不具合を検出することができます。 通常、これらの故障は目視では確認できないため、適切なテストを行わないと、故障したモーターが使用され、短期間で故障してしまうことになります。 受入テストは、電気的信頼性プログラムにおいて非常に重要な部分である。 入荷検査では、保証期間内に工場に搬入される前にモーターの状態を評価し、保管されているモーターが良好な状態で、長期にわたりトラブルなく稼働できることを確認します。 特許取得済みのDynamicテストは、巻線、ローター、接地壁の絶縁システムを徹底的に評価し、モーターが良好な状態にあることを確認するものです。 Staticテストでは、その時点でのモーターの状態を定義するTest Value Static(TVS)と呼ばれる一つの数値が作成されます。 TVS値は、取得したすべての測定値を独自のアルゴリズムに当てはめ、1つの値にすることで設定されます。 この値は、初めてテストを行ったときから、最終的にモーターが故障して交換やリビルドが必要になるまでの間、モーターにつきまとうものです。 この数値がベースラインテストと比較して変化した場合は、ローターまたは巻線システムの故障が発生していることを示します。 電気モーターの受入試験は、三相電気モーターの巻線に対して行われ、それらの部品を評価するものです。 この装置は、自動的に各コイルを個別にテストし、抵抗、インピーダンス、インダクタンス、位相角、電流の周波数特性のアンバランスがないか値を比較します。 静的テストと動的テストは、新しいモーターを取り付ける前に、ベースラインのテスト結果を確立するために実施する必要があります。 このベースラインは テストバリュースタティック(TVS) のような機器から収集した三相MCA™静的試験から算出されるもので、ALL-TEST Proツールならではの数値と言えます。 オールテストプロ 7™ または [...]
モーター回路解析の実施による電気的信頼性の向上
モーターの健康状態を判断したいとき、モーター回路解析(MCA™)はどの業界でも好んで使われるものです。 この無通電モーター試験法は、モーター、トランス、ジェネレーター、その他のコイルを使用した機器の全体の健康状態をわずか数分で測定することができます。 MCAの徹底した取り組みにより、モーターシステムの電気的健全性を判断し、機器の電気的信頼性を向上させることができます。 MCAとは? モーター回路解析はインピーダンスに基づく測定技術で、非破壊の低電圧AC正弦波信号をモーター巻線システムに注入し、モーター絶縁システム全体を運動させ、電流または潜在的なモーター障害を示す巻線のアンバランスを特定することができます。 完全に健康な電気モーターでは、3つの相がすべて同じであるため、取得されるすべての測定値も同じになります。 相間測定値の偏差は、現像または電流障害を意味します。 MCAでは、以下のようなモーターの不具合を素早く解析・特定することができます。 接地不良 – モータの巻線系とモータフレーム(接地)間の抵抗を測定し、モータが安全に動作するかどうかを判断します。 この値は、通常、メガオーム(Mohms)単位で測定されます。 ローター故障– ローター故障は、ローターがステーターの磁界の中で回転する際に、3つの巻線すべてのインピーダンス値を測定することで判断します。 ローターの代表的な故障は、ローターバーの破損や破断、ローター製造時に発生する鋳造ボイドなどです。 これらの欠陥は通常、目には見えないため、適切なテスト戦略を用いない限り、致命的な故障が発生するまで目に見えないままとなります。 内部巻線ショート– モータ回路解析は、初期段階のターンツーターン、コイルツーカイル、位相間内部巻線ショートを判定することができます。 このような不具合を判断できることが、モーター回路解析が従来のモーターテストと異なる点です。 このような不具合は、巻線絶縁材料の化学組成のわずかな変化として発生するため、2本の導体が直接ショートして致命的な故障が発生するまで、標準的な抵抗値ではこの変化を検出することができません。 モーターから直接、またはモーターコントロールセンター(MCC)でMCAを開始することができます。 MCCからテストを行うことで、モータースターターやドライブ、モーターケーブル、モーターとテストポイント間の接続など、モーターシステム全体を評価することができます。 また、MCAはモーター回路に低電圧信号を注入するため、可変周波数駆動装置(VFD)を切り離す必要がなく、他社にはない検査方法です。 MCAの詳細なテストにより、エラーを容易に発見し、電気的信頼性を高めるための対策を迅速に講じることができます。 MCAの仕組みと電気の信頼性を高める方法とは? テスト値 Static MCAソリューションの主要な要素のひとつであるTVS(Test Value Static)は、モーターの電気的信頼性を維持するのに役立ちます。 モーターのTVSは、ゆりかごから墓場までモーターと共に生き、電気的信頼性の低下を引き起こす問題を発見するのに役立つため、不可欠です。 MCAでは、モーターの三相をすべて測定することでモーターのTVSを算出しています。 この測定結果を独自のアルゴリズムにかけることで、1つの数値が算出されるのです。 参考値 Static 新車や修理したばかりのモーターでベースライン検査を行う場合、TVS値は基準値静止(RVS)と呼ばれます。 この値はモーターが故障するまで生き続け、今後のテストでもよく参照される。 MCAでは、ベースラインのRVSと新しいTVSを比較することができます。 これらの値が3%以上の偏差を示す場合、故障が発生している可能性が高いので、さらにトラブルシューティングを行う必要があります。 RVSとTVSを素早く計算し、その結果を比較することで、MCAシステムは電気的信頼性の向上に貢献します。 測定値が許容範囲を超える偏差を示した場合、モーターの電気的信頼性に重大な影響を与える前に修理することができます。 MCAソフトウェア また、MCA機器はソフトウェアの搭載により、電気的信頼性の向上に寄与しています。 MCAソフトウェアでは、施設内の最も重要なモーターを案内するルートを作成することで、不要なダウンタイムを防ぎ、コスト削減を実現します。 MCAは、他のどのモータ検査技術よりも早く、ターンtoターン、コイルtoコイル、位相to位相の故障を検出することができます。 これらの故障を検出することで、モーターの電気的信頼性を守り、故障を防ぐための保守・修理計画を立てることができるソフトウェアです。 また、モーターテストソフトウェアは、テスト記録を効率的に整理し、結果を長期的に推移させることができます。 履歴が残ることで、機器の健康状態が低下し、故障の可能性があることを容易に判断できるようになり、モーターが安定した電気性能を発揮するようになります。 MCAテストアプリケーション MCAテストは、モーターの電気的な健康状態をチェックし、すべてが適切に動作していることを確認するために設計された多くのアプリケーションを持っています。 MCA一次試験アプリケーションの詳細については、以下をご覧ください。 入庫検査です。新品のモーターでも故障することがあります。MCAは、新しい機器を使い始める前に、正常に動作していることを確認します。 MCAを使えば、新品や最近リビルドされた機器の健康状態を評価する受入検査が可能です。 このテストにより、一度取り付けたら正しく動作しない不良品のモーターを取り付ける可能性を排除することができます。 コミッショニングを行います。純正の棚からモーターを取り付ける前に、MCAを使ってモーターテストを実施し、ベースラインのテスト結果を確立するコミッショニングが可能です。 この結果は、将来、モーターシステムの変化を判断するために参照する値となります。 モーターをマシンに取り付けたら、MCCから直接、もう一度ベースラインテストを受けることができます。 その後、運動システムの全体的な状態を評価するために、将来の検査と比較するための2つのベースライン検査があります。 トラブルシューティングモータが、モータドライブの断続的なトリップ、過大な電流、過熱などの問題を起こした場合、MCCで直接モータ回路解析テストを実施する必要があります。 故障が確認された場合は、モーターで直接2回目のテストを実施する必要があります。 故障が残っている場合は、故障をモーターに切り分け、モーターを交換するか、リビルド工場に送って修理してもらうなど、適切な処置を行うことができます。 モーターで故障が解消された場合、MCCからモーターケーブルに問題がある可能性が高いです。 この時点で、モーターケーブルを分析し、ローカルディスコネクトや磁気接触器での接続も分析する必要があります。 湿気や高湿度による腐食は、高抵抗の接続点を作り、あるいは接続が緩んでインピーダンスや抵抗の不均衡を生じさせ、最終的にモーターの過度の発熱や電流の不均衡につながる。 このままでは、システム内のモーターやモーターケーブルの寿命が大幅に短くなり、安全上の問題が発生する可能性があります。 予防保全と予知保全。最も重要な機械に予知保全プログラムを導入することで、ダウンタイムを最小化し、潜在的なモーターの故障を計画します。 MCAソフトウェアを使えば、最も必要なモーターを案内するルートを作成することで、コストを削減し、ダウンタイムを防ぐことができます。 また、特定の測定値をトレンド表示することで、発生しつつあるモーターの不具合を事前に特定することができます。 モーター回路解析ソフトウェアでテスト結果の傾向を把握することで、技術者は読みやすいレポートを作成することができ、結果が所定の基準に達すると、技術者は故障する前にモーターを交換する計画を立て、ダウンタイムをできる限り少なくすることができます。 MCAは他のどのモーター検査技術よりも早く故障を発見できるため、問題の早期発見や予防保全が容易に行えます。 MCA機器のことならALL-TEST [...]