エネルギー、信頼性、生産コスト改善のためのモーター回路解析
はじめに
電力需要の増加による停電のニュースが報じられるなか、エネルギーコストを抑制する方法は、もはやグリーンな選択肢ではなく、生き残り戦略のひとつとなっている。 産業界において、エネルギー制御の第一の可能性は、電気モーターシステムのエネルギー戦略である。
電気モーターシステムは、米国内の全エネルギーの19%を使用し、全発電電力の57%を占めている。 製造業で使用される電気エネルギーの70%以上、プロセス産業では90%がモーターシステムによって消費されている。 電気モーターの改修、可変周波数ドライブの適用、その他のエネルギー効率化戦略は、心強い注目を集めている。 しかし、エネルギー効率化の機会として見過ごされがちなのが、メンテナンスと信頼性という2つの分野だ。
EPRIによると、一般的な機械設備の効率は、適切なメンテナンスによって通常10~15%向上させることができる。 これには、予防的、予知的、積極的、是正的なメンテナンス・プログラムが含まれる。 特に、モーター回路解析(MCA)を一貫して適用することで、モーターの故障を回避し、予防的なメンテナンスや交換を可能にし、モーターシステム全般のエネルギー効率を向上させることができます。
エネルギー・コストだけで、モーター・メンテナンス・プログラムが正当化されるとは限らない。 しかし、生産性や関連する信頼性コストと組み合わせれば、MCAプログラムはすぐに正当化できる。 たとえば、工場全体の生産量の10%を占め、年間6,000時間稼動する、あるラインの100馬力のメイン・ドライブ・モーターを考えてみよう。 工場の100%が停止した場合、工場のダウンタイムコストは1時間当たり25,000ドルになる。 致命的な故障が発生した場合、モーターを交換するのに6時間かかり、始動時間は2時間かかる。 モーターには75%の負荷がかかり、エネルギーコストは0.06ドル/kWhと14ドル/kWで、5%のインピーダンスのアンバランスが検出された。 無駄な製品を除いた全体的なコスト増は、年間24,875ドルになる。 93.6%は生産の損失、3.1%は電力消費の増加、1.2%はモーター寿命の減少、2.1%は需要コストの増加によるものである(図1)。

モーター回路解析
MCAの基本コンセプトは、解析者が電動機の巻線の状態を判断するために、単純抵抗(R)、複素抵抗(Z – インピーダンス)、インダクタンス(L)、位相角(力率)、接地絶縁状態(メガオーム)、およびその他のテストを見る機会を与えることである。 これらの測定は、安全性と精度の両方において、装置を非通電状態にして行うのが最適です。
原理的には、電気モーター回路は、単純な抵抗と複雑な抵抗、インダクタンス、そしてその結果生じる位相角の直列であり、三相システムではそれぞれ120度離れている(図2)。 三相巻線が不完全な場合、物理法則に基づき、元々の欠陥や間近に迫った故障が原因で、これらはアンバランスになる。 組立式電動機では、ローターの鋳巣や折れ、エアギャップ不良、シャフトの反りなどが、ステーターとローターの相互誘導によるばらつきを引き起こす。
ステーターとローター間の相互インダクタンスを読み取るMCA装置の能力により、分析者はローターやエアギャップ内の欠陥を効果的、迅速かつ安全に検出することもできる。 ほとんどのMCA機器は、12ボルトから13.8kVまで、小電力から10,000馬力以上のモーターで動作することができ、幅広い動作範囲を提供しますが、抵抗、静電容量、誘導の測定値のみを提供し、通常はメガーまたは分極指数テストを追加したRCLメーターと混同しないでください。 さらに、高品質のMCAユニットは、ソフトウェアパッケージを含めても1万ドル以下で購入できるため、非常に手頃なプロアクティブ・メンテナンス・ツールとなっている。
RCLメーターとMCAメーターの重要な違いは、インピーダンス測定値である。 電流はインピーダンス以上の電圧に等しいため、交流アプリケーションでは電圧と電流のアンバランスは反比例する。 電圧アンバランスの経済的影響については多くの研究がなされているため、これは重要な区別となる。 また、インダクタンスだけでは、巻線の設計やローターと巻線の位置関係によって変化してしまう。 残念ながら、インダクタンスをベースにしたシステムでは、良い電気モーターや巻線が故障することが多いのです。 モーター巻線の真の状態を知るためには、抵抗、インピーダンス、インダクタンス、位相角、絶縁抵抗など、モーター回路の構成要素をすべて見る必要がある。 MCA装置の少なくとも1つのメーカーは、印加周波数を2倍にし、その結果生じる巻線間の比率を見る特別なテストを追加している。 これにより、ターンツーターンやコイルツコイルの不具合を早期に検出することができる。
MCAがエネルギーに与える影響
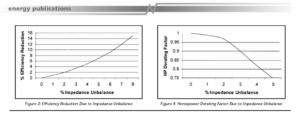
電気モーターの目的は、電気エネルギーを機械的トルクに変換することである。 3つの位相がすべて互いに120度ずれており、ステーター、ローター、摩擦損失が抑制されている場合に、最もよく作動する。 位相が互いに120度異なると、磁界がローターを回転させるのが難しくなるため、モーターの効率が低下する。 十分にずれると、互いに干渉し始める。 この影響は電圧とインピーダンスのアンバランスの両方に見られ、効率、信頼性、生産への影響も含まれる。 電圧のアンバランスと同様、1~2%のアンバランスは許容できるが、アンバランスは5%を超えてはならない。 インピーダンス・アンバランスが2%を超える場合は、図4に示すようにモータをディレーティングする必要があります。
インピーダンスのアンバランスがもたらす重要な影響のひとつは、エネルギー効率とそれに伴うコストへの影響である。 電気モーターの効率に関する簡単なエネルギー計算は以下の通りである:
式1:
kW ロスKW = hp * .746 * 負荷 * [(100/E1 – (100/E2)].
ここで、hpは馬力、E1は新しい効率、E2は元の効率である。
式2:
需要コスト $kW/年 = $/kW * kW * 12ヶ月/年
式3:
エネルギー使用コスト $kWh/年 = $/kWh * 時間/年 * kW
インピーダンスのアンバランスが効率に与える影響は、図3を参照されたい。 50馬力のエネルギー効率の良い電気モーター、1800RPM、95%の効率、85%の負荷、年間6000時間の運転、3.5%のインピーダンスのアンバランスの場合、結果として91%の効率となる。 平均エネルギーコストを0.06ドル/kWh、平均需要コストを14ドル/kWとすると、エネルギーコストは以下のようになる:
例1:3.5%のインピーダンス・アンバランスを持つ50馬力のモーター
50 hp * .746 * .85 * [(100/91) – (100/95)] = 1.47 kW
14ドル/kW * 1.47kW/月 * 12カ月/年 = 246.96ドル/年
0.06ドル/kWh * 6000時間/年 * 1.47 kW = 529.20ドル/年
年間エネルギーコスト合計 = $776.16/年
このモーターを運転するための年間エネルギーコストの増加は大きい。 工場内のインピーダンスのアンバランス効果は、電気モーターが増えるとさらに大きくなる。 効率の低下とともに、電気モーターシステムの信頼性と生産にも影響が及ぶ。
MCAの信頼性への影響
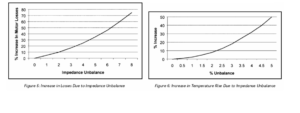
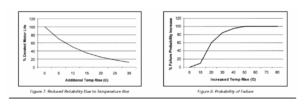
MCAの信頼性への影響 インピーダンス・アンバランスの直接的な結果として、電気モーターの動作温度が上昇し、モーター巻線とローター内の電気機械的ストレスも増加する。 損失の増加は図5に、運転温度への影響は図6に、モーターの信頼性低下は図7に示されている。 相不平衡や巻線故障の可能性を判断しても、電動機の故障を予測することはできないことを理解することが重要です。 信頼性、つまりモーターが設計通りに作動するという確信が、所有者がモーターを修理または交換すべきと判断するポイントまで低下するポイントを決定するために、試験を追跡し、傾向を把握することができる。 このポイントは、非重要なモーターに対してはかなり寛容であるべきで、重要な機器に対しては寛容度が低い。
同じ50馬力のモーターで3.5%のインピーダンス・アンバランスがある場合、信頼性損失は以下のようになる:
20%の損失増。
25%の温度上昇。 周囲温度40℃、クラスFの絶縁定格のモータを22℃の環境で運転する場合、85%負荷時の通常の温度上昇は80℃になります。 25%上昇すると、100℃への新たな温度上昇は20℃の温度上昇となる。
温度が20上昇すると、電動モーターの潜在的な寿命は元の潜在的な寿命の25%に低下する(絶縁体の寿命は、温度が10℃上昇するごとに半分に減少する)。 これには、断熱システムやターンインシュレーションシステムに対するその他の潜在的な影響は含まれない。
MCAテストの生産への影響
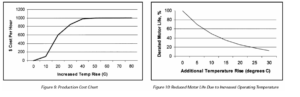
エネルギーコストの上昇と信頼性の低下が組み合わさった場合の生産への直接的な影響は、そのモーターが操業にとってどれだけ重要であるかによって異なる。 例えば、生産ラインのメイン・ドライブは非常に重要だが、エア・ハンドリング・ユニットは生産にほとんど影響を与えないかもしれない。 故障の確率が高まれば、生産にかかるコストの見積もりも可能になる。 この生産コストの見積もりは、モーターが予期せず故障した場合、生産にどれだけの影響が出るか、潜在的なダウンタイムとスタートアップ時間を考慮することで、図9に照らし合わせて1時間当たり1,000ドル当たりで決定することができる。
3.5%のインピーダンス・アンバランスを持つ50馬力の電気モーターは、60%の確率で故障し、600ドル/1000ドルの潜在的な生産損失が発生する。 したがって、仮に50馬力が重要な電気モーターで、1時間当たり5000ドルのラインに100%の影響を与え、4時間のダウンタイムと1時間のスタートアップ時間を要するとすれば、その影響コストは15000ドルの潜在的損失となる:
式4:生産損失
600ドル/1000ドル×5000ドル×4時間×1時間=1万5000ドルの生産損失
すべてをまとめる この記事で使用した例では、3.5%のインピーダンス・アンバランスを持つ50馬力の重要な電気モーターを使用した。 このインピーダンスのアンバランスに関連する潜在的なコストの合計は、次のようになる:
![]()
このモーターは、潜在的なコストを回避するために、修理または交換の候補となるだろう。 次のシャットダウン中にモーターを取り外し、交換した場合:
効率95%の電気モーターの交換費用:2,250ドル
交換工賃:500ドル
オリジナルのMCAテスト機器費用:7,995ドル
テスト人件費(5分、60ドル/時間):$5
合計:10,750ドル
単純投資回収期間:0.68年または8ヶ月
テスト機器費用を含まない:0.17年または2カ月
新しいモーターが工場に到着したら、製造上の欠陥がないことを確認するために信頼性チェックを行うべきである。
結論
モーター回路解析は、シンプルで本質的に安全な強力なツールです(オフラインテスト)。 テスト範囲と投資回収の可能性はほとんど即座にある。 この記事で使用している例は、工場内の1つのモーターを表しているに過ぎない。 分析の結果、さらに注意を要する電気モーターがあると判断された場合、エネルギーコストと生産コストを合わせれば、MCAプログラムの購入と導入は即座に可能となる。 このようなプログラムを社内のプログラムやサービスとして導入するのは簡単だ:
MCAトレーニング – ほとんどのシステムでは、基本的な操作に1~8時間の社内トレーニングが必要で、高度な分析には合理的な学習曲線が必要です。
クリティカル・モーターの決定 – 運転に不可欠なモーター
選択したモーターについて分析を行い、結果を判断する
重要なモーターを少なくとも四半期ごと、可能であれば毎月追跡し、傾向を把握する
機会を実施する
成功に基づいてテスト範囲を拡大
MCAプログラムの成果は、他のプロアクティブ・メンテナンス・システムと組み合わせることで、エネルギー節約、信頼性向上、生産稼働率向上という素晴らしい結果をもたらすだろう。
ビブリオグラフィー
Sarma, Mulukutla S., Electric Machines:定常理論と動的性能, PWS出版社, 1994.
Nasar, SyedA.,TheoryandProblemssofElectricMachines andElectromechanics,SchaumsOutlineSeries,1981.
Edminster, Joseph, et.al., Electric Circuits Third Edition, Schaums Electronic Tutor, 1997.
ハモンド他著『工学電磁気学、物理過程と計算』オックスフォード・サイエンス・パブリケーションズ、1994年。
Penrose, Howard W., “Repair Specification for Low Voltage Polyphase Induction Motors Intended for PWM Inverter Application”, Kennedy-Western University, 1995.
Penrose, Howard W., A Novel Approach to Total Motor System Maintenance and Management for Improved Uptime and Energy Costs in Commercial and Industrial Facilities, Kennedy-Western University, 1997.
Penrose, Howard W., A Novel Approach to Industrial Assessments for Improved Energy, Waste Stream, Process and Reliability, Kennedy-Western University, 1999.
Penrose, Howard W., Anatomy of the Energy Efficient Electric Motor Repair, Electrical Insulation Magazine, January/February 1997.
誘導機における電圧不平衡の影響に関する位相フレーム解析, IEEE Transactions on Industrial Applications, Vol. 33, No. 2, Mar/Apr 1997, p. 415.
Bonnett, Austin A., How to Analyze Rotor and Stator Failures for Three-Phase Squirrel Cage Induction Motors, EASA Conference, 1997.
Varatharasa, Logan, et.al., Simulation of Three-Phase Induction Motor Performance During Faults, EIC/EMCW Conference 1998 CD Rom.
US Department of Energy, et.al., Keep the Spark in Your Electrical System, US DOE, October, 1995.
著者について
ハワード・W・ペンローズ博士は、電気モーターおよび電気モーターの修理業界で15年以上の経験を積んでいます。 海軍の電動機修理工から始まり、中西部の大型電動機修理工場のチーフエンジニアとして、小型から大型まであらゆる種類の回転機器のフィールドサービスおよび評価を行う。 ペンローズ博士は、AC、DC、巻線ローター、シンクロナス、工作機械、特殊機器の巻き戻し、トレーニング、トラブルシューティングに直接携わってきた。 彼のね。 さらに、電気モーターと工業用モーターの信頼性、試験方法、エネルギー効率、メンテナンスが生産に与える影響についても研究している。 IEEEシカゴ支部元会長、IEEEシカゴ誘電・電気絶縁学会元会長、電気製造コイル・巻線協会プロフェッショナル会員、米国エネルギー省認定モーターマスタープロフェッショナル、振動アナリスト、赤外線アナリスト、モーター回路アナリスト。


