Диагностирован дисбаланс фаз генератора, что позволило компании сэкономить 1 млн.
Description Location: Vermont Yankee Nuclear Generating Station Equipment: 50 hp, 3600 rpm, 480 volt, open drip guard, cooling pump motor Systems Affected: 500 MW generator bearing cooling failure Cost: $1,000,000 Savings: >$1,000,000 A 50 hp, 3600 rpm, delta-connected motor was installed and run on the generator bearing cooling pump at the Vermont Yankee Nuclear Generating Station.
This was one of two motors and was only called into service when the primary motor failed.
When the primary motor failed, this motor was called into service.
It was observed that the current imbalance was 11% (pp) with a voltage imbalance of less than 0.5%.
The motor also exhibited 120Hz vibration (electrical) and had elevated operating temperatures, although the peak current determined the motor was operating at 90% load.
Initial reading
To determine phase imbalance, the ALL-TEST III™ instrument was used, with results of 000, -016, and -016 (% imbalance) per phase with the rotor offset up to the peak imbalance on each phase.
Two more motors of the same model with similar serial numbers were selected for analysis and tested using the ALL-TEST IV PRO™ 2000 and ALL-TEST III™.
The resulting phase imbalances and rotor tests were evaluated (Figure 1 and Table 1 are examples of the overall results): 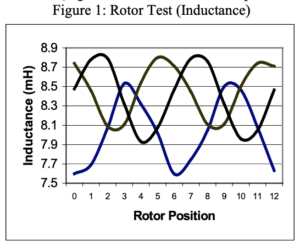
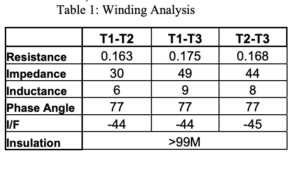 The imbalance was found to be striking and associated with unbalanced current, vibration, and motor heating.
The imbalance was found to be striking and associated with unbalanced current, vibration, and motor heating.
All possible options were considered, from power quality to test equipment calibration.
All were satisfactory.
The next step
When contacting the electric motor manufacturer, you noted that a change had been made to the manufacturing process for larger machines with concentric windings.
In a motor of this size and speed, the first set of concentric coils (one phase) is wound underneath subsequent phases, reducing the winding’s appearance and the mechanical strength of the equipment.
To address this issue, the manufacturer decided to significantly increase the size of the first set of coils in an automated process (phase one), which also happens to be the farthest from the rotor.
This allows the coil ends to be brought out without the need for modifications to the coils after winding.
No dynamometer tests, full-load tests, or other design tests were performed on the motor, other than an impedance test with applied voltage, which “met design requirements.” Electrically, inductance is directly related to the distance from the rotor, the number of conductors, and the coil dimensions.
The improvement in the motor manufacturing process caused an imbalance.
Motors from other manufacturers were tested and found to be balanced.
However, several new motors were found to have voids in the rotor castings, which affected the motor’s ability to generate torque.
Vermont Yankee Nuclear has now implemented a pre-acceptance testing program for all incoming critical electric motors using the ALL-TEST III™ and ALL-TEST IV PRO™ 2000 combination.
Avoiding costs
The generator should have shut down within two minutes of the second engine failure.
An emergency generator shutdown could have damaged the generator bearings and caused an unplanned power outage.
It is estimated that the detection of the fault saved over $1,000,000 in costs.
Subsequent detections of similar faults in new and refurbished engines continue to justify the incoming testing and inspection program.
Conclusion
New and refurbished electric motors are not immune to defects.
These defects may be the result of manufacturing/repair errors or design flaws.
An incoming inspection program using the ALL-TEST III™ and ALL-TEST IV PRO™ 2000 instruments will help identify these potentially costly faults before equipment installation.

AT34™
Анализируйте и отслеживайте целостность компонентов двигателя на предмет неисправностей заземления, внутренних повреждений обмоток, открытых соединений и загрязнений – и все это с помощью одного портативного устройства.
Международный онлайн-семинар по диагностике двигателей – уровень 1 – 11-15 ноября
Вы уже слышали? С 11 по 15 ноября мы будем проводить наш Семинар по диагностике двигателей мирового класса 1-го уровня. Это будет онлайн/виртуальный семинар, который начнется каждый день в 8 […]
Международный онлайн-семинар по диагностике двигателей – уровень 1 – 9-14 июня 2025 г.
Вы слышали? С 9 по 14 июня 2025 г. мы проведем наш Семинар по диагностике двигателей мирового класса 1-го уровня. Это будет онлайн/виртуальный семинар, который начнется каждый день в 8 […]