Diagnosticado o desequilíbrio de fases do gerador, a empresa poupa 1 milhão de euros
Description
Location: Vermont Yankee Nuclear Power Plant
Factory equipment: 50 HP, 3600 RPM, 480 Volt, open drip-proof, cooling pump motor
Systems affected: Cooling of the 500 MW generator bearing.
Cost of failure: $1,000,000
Savings: >$1,000,000
Foi instalado um motor elétrico de 50 CV, 3600 RPM, com ligação em delta e foi verificada a rotação da bomba de arrefecimento da chumaceira do gerador de Vermont Yankee. Era um de dois motores e só entrava em funcionamento se o motor principal falhasse. Quando o primário falhou, o motor foi colocado em funcionamento. Verificou-se que havia um desequilíbrio de corrente de 11% (p-p) com um desequilíbrio de tensão inferior a 0,5%. O motor também apresentava uma vibração (eléctrica) de 120 Hz e tinha uma temperatura de funcionamento excessiva, embora a corrente de pico identificasse o motor como estando a funcionar a 90% da carga.
Leituras iniciais
Foi utilizado um ALL-TEST III™ para determinar o desequilíbrio de fase, com resultados de 000, -016 e -016 (% de desequilíbrio) fase a fase quando o rotor foi deslocado para o desequilíbrio de pico em cada fase. Dois motores adicionais do mesmo modelo e números de série semelhantes foram seleccionados para análise e testados com o ALL-TEST IV PRO™ 2000 e o ALL-TEST III™. Os desequilíbrios de fase e os ensaios do rotor resultantes foram avaliados (a Figura 1 e a Tabela 1 são exemplos dos resultados comuns):
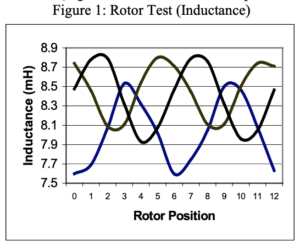
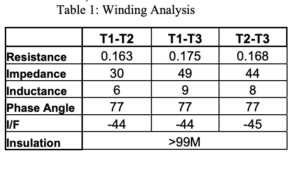
Verificou-se que o desequilíbrio era notório e estava relacionado com a corrente desequilibrada, a vibração e o aquecimento do motor. Foram exploradas possibilidades que vão desde a qualidade da energia até à calibração do equipamento de ensaio. Todos foram satisfatórios.
Próxima etapa
O fabricante do motor foi contactado e notou que foram feitas alterações no processo num determinado local para máquinas de enrolamento concêntrico maiores. Num motor desta dimensão e velocidade, o primeiro conjunto de bobinas concêntricas (uma fase) enrola-se sob as fases seguintes, reduzindo o aspeto do enrolamento e a resistência mecânica do equipamento. Para combater esse problema, o fabricante tomou a decisão de aumentar significativamente o tamanho do primeiro conjunto de bobinas no seu processo automatizado (primeira fase), que também é o mais afastado do rotor. Isto permite que as extremidades da bobina apareçam sem ter de efetuar modificações posteriores à bobinagem das bobinas. Não foi efectuado qualquer ensaio em dinamómetro, ensaio de carga total ou qualquer outro tipo de ensaio no projeto do motor, para além de um ensaio de impedância de tensão aplicada que “cumpria os requisitos do projeto”. Eletricamente, a indutância é diretamente afetada pela distância do rotor, pelo número de condutores e pela dimensão da bobina. A melhoria do processo de fabrico do motor causou o desequilíbrio.
Os motores de outros fabricantes foram avaliados e verificou-se que tinham enrolamentos equilibrados. No entanto, verificou-se que vários motores novos apresentavam vazios na fundição do rotor que afectariam a capacidade do motor para produzir binário.
Vermont Yankee Nuclear has now implemented a program to test all critical incoming electric motors before they are accepted, using a combination of ALL-TEST III™ and ALL-TEST IV PRO™ 2000.
Cost prevention
The generator would have had to shut down within two minutes of the second engine failure. The emergency generator shutdown may have caused damage to the generator bearings and an unplanned power outage. The costs avoided were estimated at over $1,000,000 through fault detection. Subsequent detection of similar conditions in new and repaired engines continued to justify the incoming testing and inspection program.
Conclusion
New and refurbished electric motors are not immune to defects. These defects can result from production/repair errors or design flaws. An incoming inspection program using the ALL-TEST III™ and ALL-TEST IV PRO™ 2000 will identify these potentially costly faults before equipment installation.

AT34™
Analise e faça a tendência da integridade dos componentes do motor em relação a falhas de aterramento, falhas de enrolamento interno, conexões abertas e contaminação – tudo isso com um dispositivo portátil.

Seminário Online de Diagnóstico Automóvel de Classe Mundial – Nível 1 – 12 a 16 de Junho
Já ouviste falar? Realizaremos o nosso Seminário de Diagnóstico Automóvel de Classe Mundial Nível 1 de 12 a 16 de Junho. Trata-se de um seminário em linha/virtual que começa todos […]

Preconlube 15-16 de Junho de 2023 Leon, México
Junte-se à Directora Regional LATAM da ATP, Gloria Urizar, na sua apresentação no Preconlub 2023! Mais pormenores: https://www.preconlub.com/ Glória Urizar Gerente Regional – […]