Lo sbilanciamento di fase del generatore è stato diagnosticato e ha fatto risparmiare all’azienda 1 milione di euro
Description
Location: Vermont Yankee Nuclear Power Plant
Plant Equipment: 50 HP, 3600 RPM, 480 Volt, Open Drip Test, Cooling Pump Motor
Affected systems: 500 MW generator bearing cooling
Cost of bankruptcy: $1,000,000
Savings: >$1,000,000
È stato installato un motore elettrico da 50 HP, 3600 RPM, collegato a triangolo, ed è stata verificata la rotazione della pompa di raffreddamento del cuscinetto del generatore Vermont Yankee. Era uno dei due motori e sarebbe entrato in funzione solo in caso di guasto del motore principale. Quando il primario si è guastato, il motore è stato messo in funzione. Si è notato uno sbilanciamento della corrente dell’11% (p-p) con uno sbilanciamento della tensione inferiore allo 0,5%. Il motore presentava inoltre una vibrazione di 120 Hz (elettrica) e una temperatura di esercizio eccessiva, sebbene la corrente di picco identificasse il motore come funzionante al 90% del carico.
Letture iniziali
Per determinare lo squilibrio di fase è stato utilizzato un ALL-TEST III™, con risultati di 000, -016 e -016 (% di squilibrio) da fase a fase quando il rotore è stato spostato al picco di squilibrio su ciascuna fase. Per la revisione sono stati selezionati altri due motori dello stesso modello e con numeri di serie simili, che sono stati testati con ALL-TEST IV PRO™ 2000 e ALL-TEST III™. Sono stati valutati gli squilibri di fase e le prove sul rotore risultanti (la Figura 1 e la Tabella 1 sono esempi dei risultati comuni):
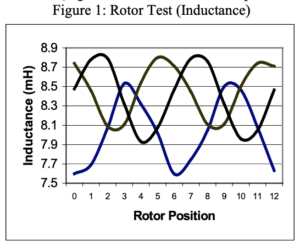
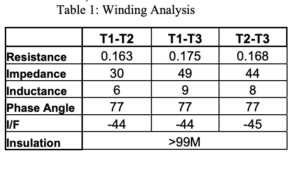
Lo squilibrio è stato riscontrato in modo eclatante ed è stato correlato alla corrente sbilanciata, alle vibrazioni e al riscaldamento del motore. Sono state esplorate possibilità che vanno dalla qualità dell’energia alla calibrazione delle apparecchiature di prova. Tutti sono stati soddisfacenti.
Passo successivo
Il produttore del motore è stato contattato e ha notato che in una particolare sede sono state apportate modifiche al processo per le macchine a bobina concentrica più grandi. In un motore di queste dimensioni e velocità, la prima serie di bobine concentriche (una fase) si arriccia sotto le fasi successive, riducendo l’aspetto dell’avvolgimento e la resistenza meccanica dell’apparecchiatura. Per ovviare a questo problema, il produttore ha deciso di aumentare significativamente le dimensioni del primo gruppo di bobine del processo automatizzato (prima fase), che è anche il più lontano dal rotore. In questo modo le estremità della bobina appaiono senza dover apportare modifiche post avvolgimento alle bobine. Non sono stati eseguiti test al dinamometro, a pieno carico o di altro tipo sul progetto del motore, se non un test di impedenza a tensione applicata che “soddisfa i requisiti di progetto”. Dal punto di vista elettrico, l’induttanza è direttamente influenzata dalla distanza dal rotore, dal numero di conduttori e dalle dimensioni della bobina. Il miglioramento del processo di produzione del motore ha causato lo squilibrio.
I motori di altri produttori sono stati valutati e sono risultati avere avvolgimenti bilanciati. Tuttavia, in alcuni nuovi motori sono stati riscontrati vuoti nella fusione del rotore che influiscono sulla capacità del motore di produrre coppia.
Vermont Yankee Nuclear has implemented a program to test all critical incoming electric motors prior to acceptance, using a combination of ALL-TEST III™ and ALL-TEST IV PRO™ 2000.
Cost reduction
The generator should have shut down within two minutes of the second engine failure. The emergency generator shutdown could have caused damage to the generator bearings and an unplanned power outage. The cost savings from detecting the failure were estimated at over $1,000,000. The subsequent detection of similar conditions in new and repaired engines continued to justify the incoming testing and inspection program.
Conclusion
New and repaired electric motors are not immune to defects. These defects can be the result of manufacturing/repair errors or design flaws. An incoming inspection program using ALL-TEST III™ and ALL-TEST IV PRO™ 2000 will help identify these potentially costly faults before the equipment is installed.

AT34
Analizzare e monitorare l’integrità dei componenti del motore per individuare guasti a terra, guasti agli avvolgimenti interni, connessioni aperte e contaminazione, il tutto con un unico dispositivo portatile.

Seminario online di diagnostica motoristica di livello mondiale – Livello 1 – 12-16 giugno
Avete sentito? Dal 12 al 16 giugno si terrà il seminario di diagnostica motoristica di livello 1 della World Class. Si tratta di un seminario online/virtuale che inizierà ogni giorno […]

Preconlub 15-16 giugno 2023 Leon, Messico
Unitevi alla responsabile regionale LATAM di ATP, Gloria Urizar, che presenterà al Preconlub 2023! Maggiori dettagli: https://www.preconlub.com/ Gloria Urizar Responsabile regionale – America […]