Diagnostic d’un déséquilibre de phase d’un générateur permettant à l’entreprise d’économiser 1 million d’euros
Description
Location: Vermont Yankee Nuclear Power Plant
Factory equipment: 50 HP, 3600 RPM, 480 Volt, open, anti-drip, cooling pump motor
Systems involved: Cooling of the bearings of the 500 MW generator
Cost of failure: 1,000,000
Savings: > 1,000,000
A 50 HP, 3600 RPM electric motor, connected in delta, was installed and its rotation was verified on the Vermont Yankee generator bearing cooling pump. This was one of two motors and was only used as a backup in case of primary motor failure. When the primary failed, the motor was put into operation. A current imbalance of 11% (pp) was observed, with a voltage imbalance of less than 0.5%. The motor also exhibited 120 Hz (electrical) vibration and excessive operating temperature, although the peak current reading determined that the motor was running at 90% of its load.
First readings
An ALL-TEST III™ was used to determine phase imbalance, with results of 000, -016, and -016 (% imbalance) phase-to-phase when the rotor was shifted to maximum imbalance on each phase. Two other motors of the same model and similar serial numbers were selected for examination and testing with both the ALL-TEST IV PRO™ 2000 and the ALL-TEST III™. The resulting phase imbalances and rotor tests were evaluated (Figure 1 and Table 1 are examples of common results):
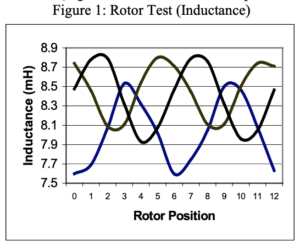
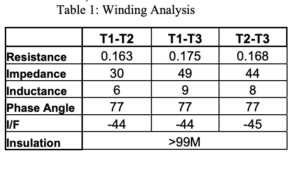
The imbalance proved striking and linked to the unbalanced current, vibrations, and motor overheating. Various possibilities were explored, ranging from power quality to test equipment calibration. All were satisfactory.
Next step
The motor manufacturer was contacted and noted that process changes had been made at a particular site for large concentric winding machines. In a motor of this size and speed, the first set of concentric coils (one phase) winds beneath the subsequent phases, reducing the winding appearance and the mechanical strength of the equipment. To address this, the manufacturer decided to significantly increase the size of the first set of coils in its automated process (first phase), which also happens to be the furthest from the rotor. This allows the coil ends to be visible without requiring any modifications to the coils after winding. The motor design had not undergone any dynamometer testing, full-load testing, or any other testing, except for an impedance test under applied voltage, which “met the design requirements.” Electrically, inductance is directly influenced by the distance from the rotor, the number of conductors, and the coil size. Improvements in the motor manufacturing process are the source of this imbalance.
Motors from other manufacturers were evaluated and found to have balanced windings. However, several new motors were found to have voids in the rotor casting, which could affect the motor’s ability to produce torque.
Vermont Yankee Nuclear has now implemented a program to test all incoming critical electric motors prior to acceptance using a combination of ALL-TEST III™ and ALL-TEST IV PRO™ 2000.
Cost avoidance
The generator should have shut down within two minutes of the second engine failure. The shutdown of the backup generator may have damaged the generator bearings and caused an unexpected power outage. The costs avoided were estimated at over one million dollars thanks to the detection of the defect. Subsequent detection of similar conditions on new or repaired engines continued to validate the incoming test and inspection program.
Conclusion
New or repaired electric motors are not immune to defects. These defects can result from manufacturing/repair or design errors. An incoming inspection program using both ALL-TEST III™ and ALL-TEST IV PRO™ 2000 will identify these potentially costly failures before equipment installation.

AT34™
Analyse et tendance de l’intégrité des composants du moteur pour les défauts de mise à la terre, les défauts de bobinage interne, les connexions ouvertes et la contamination – le tout avec un seul appareil portatif.

Séminaire en ligne sur le diagnostic automobile de classe mondiale – Niveau 1 – 12-16 juin
Avez-vous entendu ? Nous organisons notre séminaire de diagnostic automobile de niveau 1 du 12 au 16 juin. Il s’agit d’un séminaire en ligne/virtuel qui débutera chaque jour à 8 […]

Préconlub 15-16 juin 2023 Leon, Mexique
Venez rejoindre Gloria Urizar, directrice régionale de l’ATP pour la région LATAM, lors de sa présentation au Preconlub 2023 ! Plus d’informations : https://www.preconlub.com/ […]