घूर्णन मशीन परीक्षण दिशानिर्देश
1 अवलोकन
1.1 दायरा
यह दस्तावेज़ वाइंडिंग शॉर्ट्स, चरण असंतुलन और रोटर बार के लिए 1 हॉर्स पावर (746 वाट) या उससे अधिक से रेटेड घूर्णन उपकरण आर्मेचर और फ़ील्ड वाइंडिंग के मूल्यांकन के लिए एक दिशानिर्देश का वर्णन करता है। यह इंडक्शन मशीनों और ट्रांसफार्मर पर लागू होता है।
दस्तावेज़ विशिष्ट स्थैतिक वाइंडिंग सर्किट विश्लेषण माप का वर्णन करता है और ये माप मशीन की स्थिति को कैसे दर्शाते हैं। यह सर्किट माप की सीमा के संबंध में दिशानिर्देश प्रदान करता है।
समीक्षा किए गए माप के प्रकार व्यक्तिगत या उपकरणों के संग्रह द्वारा प्रदान किए जाते हैं जो प्रतिरोध, प्रतिबाधा, अधिष्ठापन, समाई और विशेष परीक्षण माप जैसे बुनियादी घुमावदार सर्किट माप प्रदान करते हैं। यह माना जाता है कि माप तकनीकों में शामिल होंगे (संदर्भ: आईईईई कक्षा 120-1989):
ए) प्रत्यक्ष धारा प्रतिरोध माप प्रत्यक्ष धारा मानों का उपयोग करेगा।
बी) प्रत्यावर्ती धारा माप, जैसे प्रेरकत्व और प्रतिबाधा, उपकरण निर्माता द्वारा चयनित साइन-वेव माप का उपयोग करके प्रत्यावर्ती धारा होगी।
ग) सभी मापों का मूल्यांकन ब्रिज सर्किट के माध्यम से किया जाना है और ऐसे ब्रिज की सीमा के भीतर रिपोर्ट किया जाना है। माप की मानक इंजीनियरिंग इकाइयों की गणना नहीं की जानी चाहिए, जैसे कि प्रेरण और प्रतिबाधा, सिवाय इसके कि जहां मान अनुपात, डिग्री या प्रतिशत के रूप में प्रस्तुत किए जाते हैं।
इस दिशानिर्देश के प्रारंभिक ड्राफ्ट के समय, ग्राउंड-दीवार इन्सुलेशन माप को छोड़कर सभी में परीक्षण परिणाम प्रदान करने के लिए आउटपुट वोल्टेज, इलेक्ट्रॉनिक रेंज में हैं और आमतौर पर 10 वोल्ट एसी/डीसी के तहत पाए जाते हैं। इन उपकरणों के लिए मानक आउटपुट आवृत्तियाँ भी आम तौर पर 100 हर्ट्ज से ऊपर होती हैं। यदि उपकरण ध्वनि इंजीनियरिंग सिद्धांतों का उपयोग करके विकसित किया गया है जो इन मूल्यों से अधिक है, या यदि अतिरिक्त मूल्य प्रदान किए जाते हैं जो मोटर सर्किट का सटीक दृश्य प्रदान करते हैं, तो उन्हें इस दिशानिर्देश के दायरे में शामिल किया जा सकता है।
1.2 उद्देश्य
इस दिशानिर्देश का उद्देश्य वाइंडिंग सर्किट विश्लेषण का उपयोग करके एकत्र किए गए तरीकों और सामान्य डेटा की रूपरेखा तैयार करना और इंटर-टर्न इंसुलेशन, ग्राउंड-वॉल इंसुलेशन और स्क्विरेल-केज रोटर्स के मूल्यांकन दोनों के परिणामों की व्याख्या में मार्गदर्शन प्रदान करना है। ग्राउंड-दीवार इन्सुलेशन माप के तरीके और परीक्षण के परिणाम आईईईई मानक 43 के वर्तमान संशोधन का संदर्भ देंगे, घूर्णन मशीनरी के इन्सुलेशन प्रतिरोध के परीक्षण के लिए ìIEEE अनुशंसित अभ्यास।”
ए) परीक्षण परिणामों के समान संयोजनों की सिफारिश करें जिनका उपयोग घूर्णन मशीनरी और ट्रांसफार्मर की स्थिति का मूल्यांकन करने के लिए किया जा सकता है।
बी) इंडक्शन रोटर सर्किट माप और परिणामों की व्याख्या के लिए रीडिंग की विधि के लिए सामान्य दिशानिर्देश प्रदान करें।
ग) इंटर-टर्न इंसुलेशन, ग्राउंड-वॉल इंसुलेशन और अन्य घूर्णन मशीनरी दोषों के प्रकार निर्धारित करने के लिए उपयोग किए जाने वाले माप के प्रकारों को परिभाषित करें।
2. सन्दर्भ
इस मानक से संबंधित संदर्भ निम्नलिखित हैं।
ए) आईईईई कक्षा 43-2000: घूमने वाली मशीनरी के इन्सुलेशन प्रतिरोध के परीक्षण के लिए आईईईई अनुशंसित अभ्यास
बी) आईईईई कक्षा 56-1977: बड़ी प्रत्यावर्ती धारा घूर्णन मशीनरी (10,000 केवीए और बड़ी) के इन्सुलेशन रखरखाव के लिए आईईईई गाइड
ग) आईईईई कक्षा 118-1978: प्रतिरोध माप के लिए आईईईई मानक परीक्षण कोड
डी) आईईईई कक्षा 120-1989: पावर सर्किट में विद्युत माप के लिए आईईईई मास्टर टेस्ट गाइड
ई) आईईईई कक्षा 388-1992: इलेक्ट्रॉनिक पावर रूपांतरण उपकरण में ट्रांसफार्मर और इंडक्टर्स के लिए आईईईई मानक
एफ) आईईईई कक्षा 389 – 1996: इलेक्ट्रॉनिक्स ट्रांसफार्मर और इंडक्टर्स के परीक्षण के लिए आईईईई अनुशंसित अभ्यास
छ) आईईईई कक्षा 1068-1990: पेट्रोलियम और रासायनिक उद्योग के लिए मोटर्स की मरम्मत और रिवाइंडिंग के लिए आईईईई अनुशंसित अभ्यास
3. सुरक्षा संबंधी विचार
‘स्टेटिक वाइंडिंग सर्किट विश्लेषण’ शब्द को डी-एनर्जेटिक उपकरणों पर की गई एक परीक्षण विधि के रूप में परिभाषित किया गया है। उपयोग किए गए उपकरणों को कुछ मान्यता प्राप्त प्रमाणीकरण जैसे यूएल, सीई, सीएसए, या समकक्ष का पालन करना होगा। इस दिशानिर्देश में सभी सुरक्षा पहलुओं को शामिल करना संभव नहीं है। परीक्षण कर्मियों को निर्माताओं के निर्देश मैनुअल, यूनियन, कंपनी और सरकारी नियमों से परामर्श लेना चाहिए।
4. वाइंडिंग सर्किट विश्लेषण सामान्य सिद्धांत
4.1 चुंबकीय सर्किट
विद्युत कॉइल और मशीनें युग्मित विद्युत-चुंबकीय सर्किट के संयोजन से बनी होती हैं। चुंबकीय सर्किट कंडक्टरों के माध्यम से गुजरने वाली विद्युत धारा और चुंबकीय सामग्री के माध्यम से निर्देशित होने के परिणामस्वरूप विकसित होते हैं।
सबसे पहले, लंबाई l के एक कंडक्टर पर विचार करें जो I धारा प्रवाहित करते समय चुंबक के ध्रुवों के समकोण पर रखा गया है। परिणाम स्तर एफ का एक बल है, जहां बी चुंबकीय प्रवाह घनत्व का परिमाण है (टेस्ला, या टी में) और चुंबकीय प्रवाह चुंबकत्व की ताकत का माप है। परिणामी सूत्र इस प्रकार पाया जाता है:
फॉर्मूला 1: बल (न्यूटन)
एफ = बीआई एल
एक कंडक्टर की मनमानी स्थिति के आधार पर, जिसमें एल धारा की दिशा में एल परिमाण का एक वेक्टर है।
फॉर्मूला 2: मनमानी कंडक्टर स्थिति के साथ बल
एफ = आईएल एक्स बी
यह मानते हुए कि क्षेत्रफल A के साथ B का परिमाण स्थिर है:
फॉर्मूला 3: चुंबकीय प्रवाह (Φ, वेबर)
Φ = बीए या बी = Φ/ए
B को वेबर(Wb)/m के रूप में व्यक्त किया जाता है
I और B के बीच संबंध इस प्रकार है:
फॉर्मूला 4: एम्पीयर सर्किटल लॉ
ए/एम *डी*एल = आई
जहाँ A/m चुंबकीय क्षेत्र की तीव्रता H है
जब एक बंद सर्किट को वर्तमान एन समय से गुजारा जाता है, जैसे कि एक कुंडल में, तो परिणामी मैग्नेटोमोटिव बल (एमएमएफ या ℑ) इस प्रकार है:
फॉर्मूला 5: एमएमएफ
ℑ = एनआई
NI को एम्पीयर टर्न (At) के नाम से भी जाना जाता है। एक के एन को एक ëturn.í के रूप में जाना जाएगा
इंडक्टेंस (एल) को हेनरी (एच) की इकाइयों के रूप में दिखाए गए वर्तमान की प्रति इकाई फ्लक्स लिंकेज के रूप में परिभाषित किया गया है।1
सूत्र 6: प्रेरकत्व
एल = (एनΦ)/आई
एक अलग कुंडल के साथ एक टोरॉयड घाव के लिए, अधिष्ठापन परिभाषित किया जा सकता है:
फॉर्मूला 7: टोरॉयड फील्ड्स1
एलपीक्यू = (एनपी(केपीक्यूΦक्यू))/आईक्यू
एक प्रेरकत्व में संग्रहित ऊर्जा की गणना, धारा प्रवाहित करते हुए की जा सकती है (i):
फॉर्मूला 8: आगमनात्मक ऊर्जा
डब्ल्यू = (1/2)ली 2
आवृत्ति एक कंडक्टर के भीतर के क्षेत्रों को प्रभावित करती है। जैसे-जैसे लागू आवृत्ति बढ़ती है, वर्तमान और परिणामी क्षेत्र कंडक्टर की सतह (त्वचा प्रभाव) के करीब जाते हैं। यह इस तथ्य के कारण है कि एक कंडक्टर में प्रेरित ईएमएफ होते हैं जिसमें वैकल्पिक प्रवाह होता है। ये एम्फ़िस परिधि की तुलना में केंद्र में अधिक होते हैं, इसलिए संभावित अंतर धाराओं को स्थापित करने की प्रवृत्ति रखता है जो केंद्र में धारा का विरोध करते हैं और परिधि पर इसकी सहायता करते हैं। इस प्रकार करंट को कंडक्टर के बाहर की ओर मजबूर किया जाता है, जिससे कंडक्टर का प्रभावी क्षेत्र कम हो जाता है।î2
1 इलेक्ट्रिक मशीनें और इलेक्ट्रोमैकेनिक्स, सैयद ए नासर, शाउमिस आउटलाइन सीरीज़, 1981
इलेक्ट्रिकल इंजीनियरों के लिए 2 मानक पुस्तिका, चौदहवाँ संस्करण, डोनाल्ड जी फ़िंक, वेन बीटी, मैकग्रा हिल, 2000।
4.2 इन्सुलेशन प्रणाली
“विद्युत इन्सुलेशन एक माध्यम या सामग्री है, जो विभिन्न क्षमता वाले कंडक्टरों के बीच रखे जाने पर, लागू वोल्टेज के साथ चरण में केवल एक नगण्य धारा को प्रवाहित करने की अनुमति देता है। ढांकता हुआ शब्द लगभग विद्युत इन्सुलेशन का पर्याय है, जिसे माना जा सकता है अनुप्रयुक्त ढांकता हुआ। एक पूर्ण ढांकता हुआ कोई चालन धारा प्रवाहित नहीं करता है और कंडक्टरों के बीच केवल कैपेसिटिव चार्जिंग धारा प्रवाहित करता है।”2 (आईईईई कक्षा 120-1989, खंड 5.4.2 भी देखें)
ढांकता हुआ का सबसे सरल सर्किट प्रतिनिधित्व एक समानांतर अवरोधक और संधारित्र है। कंडक्टरों के बीच की धारिता (वैक्यूम में) 0.0884 x 10-12 ए/टी है जहां ए वर्ग सेंटीमीटर में कंडक्टर का क्षेत्र है और टी सेंटीमीटर में कंडक्टरों के बीच का अंतर है। “जब एक ढांकता हुआ पदार्थ इलेक्ट्रोड के बीच की मात्रा भरता है, तो सामग्री के अणुओं और परमाणुओं के भीतर चार्ज के आधार पर कैपेसिटेंस अधिक होता है, जो समान लागू वोल्टेज के लिए कैपेसिटर विमानों पर अधिक चार्ज आकर्षित करता है। ढांकता हुआ के साथ कैपेसिटेंस इलेक्ट्रोड है: “3
फॉर्मूला 9: समानांतर परिपत्र कंडक्टरों के बीच समाई
सी = (2π∈í∈oL)/cosh-1(D/2r)
लागू आवृत्ति में वृद्धि के साथ इन्सुलेशन प्रणालियों की पारगम्यता नीचे की ओर (फैलाव क्षेत्र) कम हो जाती है, जैसा कि आयनिक-इंटरफ़ेस ध्रुवीकरण और आणविक द्विध्रुवीय ध्रुवीकरण होता है। पॉलिमर में, द्विध्रुवीय फैलाव बहुत कम आवृत्तियों में होता है।
4.3 इन्सुलेशन टूटना
इन्सुलेशन टूटना, जिसे इस दिशानिर्देश के अंतर्गत दोष कहा गया है, में संदूषण, आर्क ट्रैकिंग, थर्मल एजिंग और यांत्रिक दोष शामिल हैं। प्रत्येक प्रकार की खराबी में एक सामान्य कारक होता है: विद्युत इन्सुलेशन के प्रतिरोधक और कैपेसिटिव गुण बदल जाते हैं।
संदूषण, विशेष रूप से जल प्रवेश, इन्सुलेशन चालकता को बढ़ाता है। पानी इन्सुलेशन प्रणाली के भीतर इन्सुलेशन फ्रैक्चर और समावेशन में एकत्र होता है। विद्युत क्षेत्र विस्तार सहित प्रदूषकों में परिवर्तन का कारण बनता है, जो इन्सुलेशन प्रणाली को और अधिक नष्ट कर देता है। गैस, वाष्प, धूल आदि सहित अन्य संदूषक, इन्सुलेशन प्रणाली की रासायनिक संरचना पर हमला कर सकते हैं। एक बार जब इन्सुलेशन सिस्टम पूरी तरह से बंद हो जाता है तो सिस्टम को छोटा माना जाता है। यह आमतौर पर कंडक्टरों के बीच सबसे पहले घटित होगा, जहां इन्सुलेशन प्रणाली सबसे कमजोर है। मुख्य दोष क्षेत्रों में कॉइल का गैर-सुरक्षित भाग शामिल होता है, जैसे कि घूमने वाली मशीन का अंतिम मोड़ (जो वाइंडिंग का उच्चतम विद्युत तनाव बिंदु भी है), और उच्चतम यांत्रिक तनाव बिंदु, जैसे कि कॉइल का बिंदु घूमने वाली मशीन पर स्लॉट छोड़ें।
इन्सुलेशन सिस्टम की आर्क ट्रैकिंग तब होती है जहां इन्सुलेशन सिस्टम की सतह पर कंडक्टरों के बीच उच्च धारा गुजरती है। उन बिंदुओं पर इन्सुलेशन कार्बनीकृत हो जाता है, जिससे विद्युत इन्सुलेशन प्रणाली के कैपेसिटिव और प्रतिरोधक घटक बदल जाते हैं। आर्क ट्रैकिंग अक्सर इसका परिणाम होती है: मजबूत विद्युत तनाव; दूषण; अथवा दोनों। इस प्रकार की खराबी मुख्य रूप से कंडक्टरों या कॉइल्स के बीच होती है और आम तौर पर शॉर्ट के साथ समाप्त होती है।
एक इन्सुलेशन प्रणाली की थर्मल उम्र बढ़ने लगती है क्योंकि अरहेनियस रासायनिक समीकरण के परिणामस्वरूप विद्युत इन्सुलेशन सिस्टम खराब हो जाते हैं। आम तौर पर स्वीकृत नियम यह है कि ऑपरेटिंग तापमान में प्रत्येक 10o C की वृद्धि के लिए इन्सुलेशन सिस्टम का थर्मल जीवन आधा हो जाता है। इन्सुलेशन सिस्टम के लिए तापमान सीमा प्राप्त करने के बाद इन्सुलेशन जल्दी से ख़राब हो जाएगा और कार्बनीकृत हो जाएगा।
अन्य पर्यावरणीय कारक भी इन्सुलेशन प्रणाली के तापीय जीवन को प्रभावित करते हैं जिनमें शामिल हैं: वाइंडिंग संदूषण; नमी; इलेक्ट्रोलिसिस; और, अन्य विद्युत तनाव।
विद्युत इन्सुलेशन प्रणाली में यांत्रिक दोषों में तनाव क्रैकिंग, कंपन, यांत्रिक आक्रमण और यांत्रिक दोष शामिल हैं। विभिन्न परिचालनों के दौरान कुंडल के भीतर लगने वाले बल, यांत्रिक गति का कारण बनेंगे और इन्सुलेशन सामग्री के फ्रैक्चरिंग में समाप्त हो सकते हैं। विद्युत और यांत्रिक कंपन इन्सुलेशन प्रणाली पर अनुचित तनाव का कारण बनते हैं जिसके परिणामस्वरूप तनाव फ्रैक्चर और इन्सुलेशन प्रणाली ढीली हो जाती है। यांत्रिक घुसपैठ में इन्सुलेशन सिस्टम में या तो कंडक्टरों और/या इन्सुलेशन सिस्टम के बीच जमीन पर सामग्री की आवाजाही शामिल है। यांत्रिक दोषों में घूमने वाली मशीनों में बियरिंग दोष जैसी विफलताएं शामिल होती हैं, जिसके कारण बियरिंग अलग हो जाती है और सिस्टम के गतिशील घटकों से होकर गुजरती है। ये दोष कंडक्टर, कॉइल या कॉइल से जमीन के बीच शॉर्ट्स के रूप में समाप्त हो सकते हैं।
4.4 वाइंडिंग इन्सुलेशन विफलता के चरण
वाइंडिंग विफलता के प्राथमिक कारणों में शामिल हैं: इन्सुलेशन (थर्मल) टूटना; दूषण; नमी का आक्रमण; क्षणभंगुर; और यांत्रिक तनाव, और सबसे पहले एक ही कुंडल के भीतर कंडक्टरों के बीच, एक ही चरण के कुंडलों के बीच या अलग-अलग चरणों के कुंडलों के बीच इन्सुलेशन के टूटने का परिणाम होता है। जब वाइंडिंग वास्तव में विफल हो जाती है तो ये वाइंडिंग शॉर्ट्स, लेकिन हमेशा नहीं, इन्सुलेशन प्रतिरोध दोष के रूप में समाप्त हो सकती हैं। कंडक्टरों के बीच परिवर्तनों का पता लगाने से उपकरण का संचालन बंद होने से पहले शीघ्र मरम्मत या प्रतिस्थापन कार्रवाई की अधिक संभावना मिलती है। ध्यान दें कि गलती की दर गलती की गंभीरता (यानी: घुमाव अनुपात) और कंडक्टरों के बीच की क्षमता पर निर्भर करेगी (उदाहरण के लिए, 600 वैक से कम के उपकरण में खराबी हो सकती है और 1000 वैक से अधिक सिस्टम में तेजी से विफल हो जाएगी।
कंडक्टरों के बीच वाइंडिंग दोष के सामान्य चरण इस प्रकार हैं:
• चरण 1: कंडक्टरों के बीच इन्सुलेशन पर जोर दिया जाता है, जिससे दोष बिंदु पर इन्सुलेशन के प्रतिरोधक और कैपेसिटिव मूल्यों में बदलाव होता है। उच्च तापमान और समान प्रतिक्रियाशील दोषों के परिणामस्वरूप उस बिंदु पर इन्सुलेशन (ढांकता हुआ) का कार्बोनाइजेशन होता है। इन्सुलेशन सिस्टम में ट्रैकिंग के कारण कार्बोनाइजेशन भी हो सकता है।
• चरण 2: दोष का बिंदु अधिक प्रतिरोधी हो जाता है। वाइंडिंग के गुडी भाग (और सिस्टम के अन्य वर्तमान ले जाने वाले घटकों) और शॉर्टिंग घुमावों के बीच एक पारस्परिक प्रेरण होता है। शॉर्टिंग टर्न के भीतर करंट में वृद्धि, उस बिंदु पर तापमान बढ़ने और इन्सुलेशन सिस्टम के तेजी से कार्बोनाइज होने के कारण गलती के बिंदु पर I2 R हानियां बढ़ जाती हैं। इस बिंदु पर मोटर ट्रिप करना शुरू कर सकती है, हालाँकि यह थोड़ी शीतलन अवधि के बाद चलने में सक्षम हो सकती है।
• चरण 3: इन्सुलेशन टूट जाता है और शॉर्ट के बिंदु के भीतर ऊर्जा इन्सुलेशन प्रणाली में विस्फोटक टूटना और वाइंडिंग के वाष्पीकरण का कारण बन सकती है।
4.5 उपकरण की तुलना
घूमने वाली मशीनरी और ट्रांसफार्मर समान सिद्धांतों के कारण काम करते हैं। उदाहरण के लिए, एक तीन-चरण प्रेरण मोटर में एक प्राथमिक (स्टेटर वाइंडिंग) और द्वितीयक (रोटर वाइंडिंग) सर्किट होता है, जैसे ट्रांसफार्मर की प्राथमिक और द्वितीयक वाइंडिंग में होता है। अंतर यह है कि ट्रांसफार्मर के साथ विद्युत ऊर्जा को विद्युत ऊर्जा के एक अलग मूल्य में बदल दिया जाता है। उसी विद्युत ऊर्जा को विद्युत मोटर का उपयोग करके यांत्रिक ऊर्जा में परिवर्तित किया जाता है।
ट्रांसफार्मर वाइंडिंग्स को इस तरह से डिज़ाइन किया गया है कि वे, आमतौर पर, चरणों के बीच संतुलित हों। यह पूरे सिस्टम में द्वितीयक और संतुलित सर्किट प्रतिबाधा पर संतुलित ऊर्जा की अनुमति देता है। तीन चरण वाली घूमने वाली मशीनों (असेंबल) में रोटर की स्थिति बदलने पर पारस्परिक प्रेरकत्व बदल जाता है। परिणाम एक परीक्षणित आगमनात्मक असंतुलन हो सकता है, और परिणामी प्रतिबाधा असंतुलन हो सकता है, जिसमें रोटर एक ही स्थिति में स्थित होता है जबकि सभी तीन चरणों का परीक्षण किया जाता है। घूर्णन मशीनरी वाइंडिंग के असंतुलन का मूल्यांकन या तो रोटर की स्थिति की भरपाई करके या प्रतिबाधा और प्रेरण की रीडिंग की तुलना करके किया जा सकता है।
4.6 मूल्यांकन के लिए परीक्षण माप
ट्रांसफार्मर और घूर्णन मशीनरी वाइंडिंग के मूल्यांकन के लिए बुनियादी विद्युत माप में शामिल हैं:
ए) प्रतिरोध (आईईईई कक्षा 118-1978, आईईईई कक्षा 389-1996) – तार के आकार, कनेक्शन और खुले/उच्च प्रतिरोध सर्किट में भिन्नता का पता लगाने के लिए उपयोग किया जाता है।
बी) इंडक्शन (आईईईई कक्षा 388-1992: धारा 5.2 इंडक्शन (प्रतिबाधा) असंतुलन, 5.6.1 इंडक्शन ब्रिज माप की विधि, आईईईई कक्षा 120-1989) ñ इंडक्शन ज्यामिति और पारगम्यता का एक कार्य है। यह वोल्टेज, करंट और फ्रीक्वेंसी से स्वतंत्र है। मापा गया समग्र इंडक्शन सर्किट के पारस्परिक और आंतरिक इंडक्शन का एक संयोजन है, जिसे सर्किट इंडक्शन के रूप में जाना जाता है। वाइंडिंग शॉर्ट्स में दोष का पता तभी संभव है जब ढांकता हुआ इन्सुलेशन सिस्टम की कैपेसिटेंस प्रतिरोधी हो जाती है और एक शॉर्ट सर्किट मौजूद होता है, जिसके परिणामस्वरूप कॉइल के “अच्छे” हिस्से और शॉर्ट टर्न के बीच पारस्परिक प्रेरण होता है। घूमने वाली मशीनों में रोटर वाइंडिंग के मूल्यांकन में पारस्परिक प्रेरण का भी उपयोग किया जाता है।
सी) कैपेसिटेंस (आईईईई कक्षा 389-1996, आईईईई कक्षा 120-1989) – समग्र सर्किट कैपेसिटेंस और ग्राउंड वॉल इन्सुलेशन कैपेसिटेंस को मापने के लिए उपयोग किया जाता है। सामान्यतः समय के साथ प्रचलन में आया।
डी) प्रतिबाधा (आईईईई कक्षा 388-1992: धारा 5.2 प्रेरकत्व (प्रतिबाधा) असंतुलन, आईईईई कक्षा 389-1996: धारा 8.3 प्रतिबाधा असंतुलन, 8.4 संतुलन परीक्षण, आईईईई कक्षा 120-1989: धारा 5 प्रतिबाधा माप) ñ प्रतिबाधा आवृत्ति, प्रतिरोध है , प्रेरकत्व और धारिता निर्भर। प्रतिरोध का समग्र प्रतिबाधा पर अपेक्षाकृत छोटा प्रभाव पड़ता है और लागू आवृत्ति आगमनात्मक और कैपेसिटिव प्रतिक्रिया घटकों को प्रभावित करती है। प्रेरकत्व में वृद्धि से प्रतिबाधा मूल्यों पर योगात्मक प्रभाव पड़ता है जबकि धारिता का सर्किट प्रतिबाधा पर विपरीत प्रभाव पड़ता है। उदाहरण के लिए, समग्र सर्किट इंडक्शन में वृद्धि से प्रतिबाधा में लगभग समानांतर वृद्धि उत्पन्न होगी, समग्र सर्किट कैपेसिटेंस में वृद्धि से प्रतिबाधा कम हो जाएगी।
ई) चरण कोण (आईईईई कक्षा 120-1989) – सर्किट चरण कोण वोल्टेज और करंट के बीच अंतराल समय का एक माप है जिसे पृथक्करण की डिग्री के रूप में प्रस्तुत किया जाता है। यह सर्किट प्रतिबाधा, वोल्टेज और लागू आवृत्ति से सीधे प्रभावित होता है।
च) आवृत्ति प्रतिक्रिया परीक्षण (आईईईई कक्षा 389-1996: धारा 11.1 ट्रांसफार्मर आवृत्ति प्रतिक्रिया) – आवृत्ति प्रतिक्रिया परीक्षणों का मूल्यांकन कई तरीकों का उपयोग करके किया जा सकता है। इस दिशानिर्देश के प्रयोजनों के लिए, मूल्यांकन को आवृत्ति दोगुनी होने पर कुंडल की धारा में प्रतिशत कमी के रूप में प्रस्तुत किया जाएगा, जिसे वर्तमान/आवृत्ति प्रतिक्रिया परीक्षण के रूप में भी जाना जाता है। आवृत्ति बढ़ने पर सर्किट की कैपेसिटेंस में परिवर्तन से वर्तमान/आवृत्ति प्रतिक्रियाएं प्रभावित होती हैं।
छ) इन्सुलेशन प्रतिरोध परीक्षण – आईईईई कक्षा 43-2000 के अंतर्गत कवर किया गया।
प्रदान किए गए मापों के बावजूद, प्राथमिक उद्देश्य समान कुंडलियों के बीच असंतुलन की पहचान करना है, जैसे कि तीन-चरण घूर्णन मशीन या तीन-चरण ट्रांसफार्मर में चरणों के बीच।
5.0 उपकरण का मूल्यांकन
5.1 तीन-चरण ट्रांसफार्मर का मूल्यांकन
वाइंडिंग विश्लेषण तकनीकों का उपयोग करके तीन-चरण ट्रांसफार्मर पर परीक्षण करते समय, परीक्षण किए जा रहे पक्ष के विपरीत सर्किट को छोटा और ग्राउंड किया जाना चाहिए (आईईईई कक्षा 388-1992: धारा 5.6.1 माप की इंडक्शन ब्रिज विधि, आईईईई कक्षा 389-1996)। तीनों चरणों में से प्रत्येक को संतुलन के लिए मापा और मूल्यांकन किया जाता है। अनुशंसित परीक्षण परिणाम सीमाओं के लिए तालिका 1 देखें।
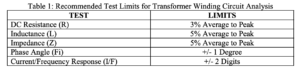
ए) फाई और आई/एफ परीक्षण इन्सुलेशन टूटने का पता लगाएंगे – इन्सुलेशन सिस्टम सर्किट कैपेसिटेंस और प्रतिरोध में परिवर्तन।
बी) अधिष्ठापन और प्रतिबाधा माप उन्नत वाइंडिंग दोषों का पता लगाएगा और विनिर्माण या मरम्मत में दोषों को मोड़ देगा।
ग) प्रतिरोध का उपयोग ढीले कनेक्शन, टूटे कंडक्टर और संबंधित मुद्दों का पता लगाने के लिए किया जाता है।
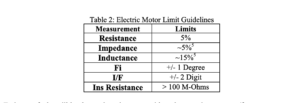
5.2 तीन-चरण प्रेरण घूर्णन मशीनों का मूल्यांकन
वाइंडिंग सर्किट विश्लेषण तकनीकों का उपयोग करके स्टेटर और रोटर का अलग-अलग मूल्यांकन किया जाता है। निम्नलिखित दिशानिर्देश दोनों को कवर करेंगे।
5.2.1 असेंबल मोटर रोटर परीक्षण
इलेक्ट्रिक मोटर रोटर्स में सामान्य प्रकार के दोष हैं:
ए) एयर गैप (रोटर एक्सेंट्रिकिटी): जो आम तौर पर एक प्रगतिशील विफलता नहीं है, जब तक कि रोटर में ढीलापन न हो, या मोटर शाफ्ट या बीयरिंग के भीतर कोई खराबी गंभीर न हो गई हो। कंपन विश्लेषण तकनीकों का उपयोग करके ढीलेपन, बीयरिंग और मोटर शाफ्ट समस्याओं का तेजी से और सुरक्षित रूप से पता लगाया जा सकता है। विनिर्माण और मरम्मत में वायु अंतराल के मुद्दों का पता स्वीकृति परीक्षण के दौरान या उपकरण स्थापित करने में समय बर्बाद होने से पहले निर्माता/मरम्मत की दुकान पर स्थैतिक वाइंडिंग सर्किट विश्लेषण से लगाया जा सकता है। इस प्रकार के स्वीकृति परीक्षण का उपयोग यह निर्धारित करने के लिए किया जाता है कि क्या वायु अंतर ठीक से सेट किया गया है (स्थापना के दौरान रोटर के दोनों छोर पर ली गई औसत एयरगैप रीडिंग का +/- 10%)।4
बी) कास्टिंग वॉयड्स और रोटर बार कनेक्शन: जो समय के साथ रोटर बैरी दोष में बदल सकता है। कास्ट एल्युमीनियम रोटर्स में हमेशा कास्टिंग रिक्तियां होती हैं, एल्युमीनियम मिश्र धातु में भिन्नताएं और तांबे मिश्र धातु बार के जोड़ों में भिन्नताएं होती हैं जो इंडक्शन को प्रभावित करेंगी। सर्किट इंडक्शन या प्रतिबाधा रीडिंग की एक श्रृंखला लेकर दोषों का पता लगाया जा सकता है क्योंकि शाफ्ट 360 डिग्री घूमता है। इन रीडिंग को तरंगरूप के रूप में रेखांकन किया जा सकता है और तरंगरूप के प्रेरण और/या प्रतिबाधा परिवर्तनों की स्थिति को देखकर दोषों को देखा जा सकता है। तरंगरूप के झुकाव या ढलान पर एक छोटा सा परिवर्तन एक छोटे, आमतौर पर गैर-घुसपैठ दोष को इंगित करता है, जबकि तरंगरूप के शिखर पर एक महत्वपूर्ण परिवर्तन गंभीर रोटर दोष को इंगित करता है। गंभीर खराबी मोटर की परिचालन विशेषताओं में हस्तक्षेप कर सकती है।
ग) टूटे हुए रोटर बार्स: ये प्रगतिशील दोष हैं जो आम तौर पर इलेक्ट्रिक मोटर के गलत संचालन के कारण होते हैं। जैसे ही एक इलेक्ट्रिक मोटर चालू की जाती है, उच्च धाराओं और उच्च आवृत्ति के कारण रोटर में गर्मी पैदा हो जाती है, जिसके लिए कूल-डाउन अवधि की आवश्यकता होती है। अन्य मामलों में, रोटर रुक सकता है, जिससे उच्च धाराएँ और उच्च रोटर आवृत्तियाँ उत्पन्न हो सकती हैं। तांबे की मिश्र धातु (या एल्यूमीनियम) और रोटर सामग्री की विस्तार दर अलग-अलग होती है, जिससे बार पर यांत्रिक तनाव पड़ता है। अत्यधिक तनाव के तहत, रोटर बार टूट सकते हैं, जिससे मोटर की टॉर्क उत्पन्न करने की क्षमता कम हो सकती है। जैसे ही रोटर बार टूटते हैं, आसपास के रोटर बार में अतिरिक्त करंट प्रवाहित होता है, जिससे रोटर बार के तापमान में और वृद्धि होती है और अतिरिक्त दरारें पड़ने की संभावना होती है।
प्रेरण और प्रतिबाधा के माध्यम से दोषों का पता लगाने के लिए परीक्षण उपकरण की क्षमता रोटर की स्थिति में परिवर्तन के कारण सर्किट के पारस्परिक प्रेरण में परिवर्तन के कारण होती है। चूँकि एक विद्युत मोटर एक घूमने वाले द्वितीयक सर्किट वाला एक ट्रांसफार्मर है, जब रोटर की स्थिति बदलती है तो प्रभावी प्राथमिक (स्टेटर वाइंडिंग) से द्वितीयक (रोटर वाइंडिंग) अनुपात बदल जाता है और समग्र पारस्परिक प्रेरण और परिणामी सर्किट प्रतिबाधा बदल जाती है। घूमने वाले उपकरणों की प्रकृति के कारण, समय के साथ परिवर्तन साइनसॉइडल (या कुछ भिन्नता) और सममित होंगे।
रोटर इंडक्शन या प्रतिबाधा परीक्षण करने की सामान्य प्रक्रिया 360 डिग्री रोटेशन के माध्यम से, या वास्तविक समय इंडक्शन या प्रतिबाधा आधारित परीक्षण का उपयोग करके समान वृद्धि में इंडक्शन या प्रतिबाधा रीडिंग लेना है। व्याख्या के लिए परीक्षण परिणामों का रेखांकन किया जाना चाहिए।
5.2.2 असेम्बल रोटेटिंग उपकरण स्टेटर परीक्षण
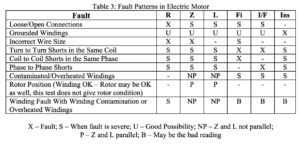
इकट्ठे घूर्णन उपकरण परीक्षण परिणामों का मूल्यांकन गलती का पता लगाने की सटीकता की अलग-अलग डिग्री प्रदान करेगा। उदाहरण के लिए, इंडक्शन परीक्षण के परिणाम उच्च और अलग-अलग डिग्री के मूल्य प्रदान करेंगे क्योंकि रोटर को विभिन्न स्थितियों में रखा गया है, इसलिए रोटर की स्थिति को समायोजित करना होगा ताकि प्राथमिक (स्टेटर) और माध्यमिक (रोटर) वाइंडिंग्स के बीच पारस्परिक इंडक्शन का मान हो सके। अपेक्षाकृत समान हैं. हालाँकि, प्रतिबाधा के साथ युग्मित अधिष्ठापन इन्सुलेशन के टूटने या वाइंडिंग के संदूषण के कैपेसिटिव प्रभाव को दर्शाता है। उदाहरण के लिए, यदि प्रतिबाधा और प्रेरण अपेक्षाकृत समानांतर हैं, तो चरण असंतुलन रोटर की स्थिति के कारण होगा। यदि कम से कम एक चरण की प्रतिबाधा में कमी है, या प्रतिबाधा और प्रेरण अपेक्षाकृत समानांतर नहीं हैं, तो सर्किट कैपेसिटेंस बदल गया है जो संभावित घुमावदार संदूषण या इन्सुलेशन टूटने का संकेत देता है।
रीडिंग में बदलाव के रूप में चरण कोण या वर्तमान/आवृत्ति प्रतिक्रिया में परिवर्तन के रूप में प्रारंभिक मोड़ दोषों का पता लगाया जाएगा। उदाहरण के लिए, एक बदलाव को Fi: 77/76/77 और/या I/F: -44/-46/- 44 के रूप में दर्शाया जा सकता है।
5 प्रतिरोध और प्रतिबाधा असंतुलन रीडिंग को केवल तभी गिना जा सकता है जब रोटर की स्थिति को ध्यान में रखा जाए। रोटर की स्थिति में परिवर्तन से रीडिंग या तो साइन तरंग के शिखर या घाटी पर ली जानी चाहिए।
6.0 ग्रंथ सूची
ए) आईईईई कक्षा 43-2000: घूमने वाली मशीनरी के इन्सुलेशन प्रतिरोध के परीक्षण के लिए आईईईई अनुशंसित अभ्यास
बी) आईईईई कक्षा 56-1977: बड़ी प्रत्यावर्ती धारा घूर्णन मशीनरी (10,000 केवीए और बड़ी) के इन्सुलेशन रखरखाव के लिए आईईईई गाइड
ग) आईईईई कक्षा 118-1978: प्रतिरोध माप के लिए आईईईई मानक परीक्षण कोड
डी) आईईईई कक्षा 120-1989: पावर सर्किट में विद्युत माप के लिए आईईईई मास्टर टेस्ट गाइड
ई) आईईईई कक्षा 388-1992: इलेक्ट्रॉनिक पावर रूपांतरण उपकरण में ट्रांसफार्मर और इंडक्टर्स के लिए आईईईई मानक
एफ) आईईईई कक्षा 389-1996: इलेक्ट्रॉनिक्स ट्रांसफार्मर और इंडक्टर्स के परीक्षण के लिए आईईईई अनुशंसित अभ्यास
छ) आईईईई कक्षा 1068-1990: पेट्रोलियम और रासायनिक उद्योग के लिए मोटर्स की मरम्मत और रिवाइंडिंग के लिए आईईईई अनुशंसित अभ्यास
ज) पेनरोज़, डॉ. हॉवर्ड डब्ल्यू., मोटर सर्किट विश्लेषण: सिद्धांत, अनुप्रयोग और ऊर्जा विश्लेषण, डिज़ाइन द्वारा सफलता, 2001
i) फ़िंक, डोनाल्ड और बीटी, एच. वेन, इलेक्ट्रिकल इंजीनियरों के लिए स्टैंडर्ड हैंडबुक, चौदहवां संस्करण, मैकग्रा-हिल, 2000।
जे) सरमा, मुलुकुटल, इलेक्ट्रिक मशीनें: स्थिर-अवस्था सिद्धांत और गतिशील प्रदर्शन, दूसरा संस्करण, पीडब्लूएस प्रकाशन कंपनी, 1996
के) मजूर, ग्लेन और प्रॉक्टर, थॉमस, समस्या निवारण इलेक्ट्रिक मोटर्स, दूसरा संस्करण, एटीपी प्रकाशन, 1997
एल) नासर, सैयद, इलेक्ट्रिक मशीनें और इलेक्ट्रोमैग्नेटिक्स, मैकग्रा-हिल, 1981

AT34™
ग्राउंड दोषों, आंतरिक वाइंडिंग दोषों, खुले कनेक्शनों और संदूषण के लिए मोटर घटक अखंडता का विश्लेषण और रुझान – यह सब एक हाथ से पकड़े जाने वाले उपकरण से।

ऑनलाइन विश्व स्तरीय मोटर डायग्नोस्टिक सेमिनार – लेवल 1 – सितंबर 11-15
क्या आपने सुना है? हम 11-15 सितंबर को अपना विश्व स्तरीय मोटर डायग्नोस्टिक सेमिनार लेवल 1 आयोजित करेंगे। यह एक ऑनलाइन/वर्चुअल सेमिनार होगा जो प्रत्येक दिन सुबह 8 बजे ईएसटी […]