تم تشخيص عدم توازن مرحلة المولد، مما يوفر للشركة مليونًا
a description
Location: Vermont Yankee Nuclear Energy
Factory equipment: 50 HP, 3600 RPM, 480 V, open drip-proof, cooling pump motor
Affected systems: 500 MW generator bearing cooling
Cost of failure: $1,000,000
Savings: > $1,000,000
A 50 hp, 3600 rpm delta-connected electric motor was installed, and its rotation was tested on the cooling pump supporting the Vermont Yankee generator. It was one of two motors and would only start if the primary motor failed. When the primary motor failed, the motor was connected to the internet. An 11% (pp) current imbalance with a voltage imbalance of less than 0.5% was observed. The motor also exhibited 120 Hz (electrical) vibration and had an excessive operating temperature, although peak current readings indicated that the motor was operating at 90% load.
Initial readings
ALL-TEST III™ was used to determine phase imbalance, with results of 000, -016, and -016 (imbalance ratio) corresponding to the phase at which the rotor was shifted to the peak of imbalance in each phase. Two additional motors of the same model and similar serial numbers were selected for review and tested using both ALL-TEST IV PRO™ 2000 and ALL-TEST III™. The resulting phase imbalances and rotor tests were evaluated (Figure 1 and Table 1 are examples of common results):
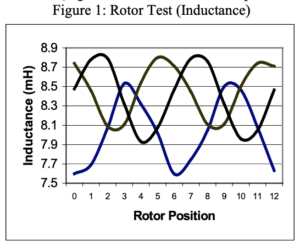
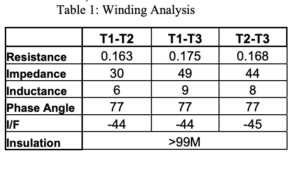
The imbalance proved to be quite noticeable, associated with unbalanced current, vibration, and motor overheating. Possibilities ranging from power quality to calibration of test equipment were explored. All were satisfactory.
Next step
The motor manufacturer was contacted and it was noted that process changes had been made at a specific location for larger concentric wound machines. In a motor of this size and speed, the first set of concentric windings (single stage) winds beneath subsequent stages, reducing the visibility of the winding and the mechanical strength. To combat this issue, the manufacturer decided to significantly increase the size of the first set of windings in the machined process (first stage), which also happens to be the furthest from the rotor. This allows the winding ends to be visible without the need for post-wound adjustments to the windings. No force gauge, full-load, or other tests were performed on the motor design beyond an applied voltage resistance test that “meets design requirements.” Electrically, inductance is directly affected by the distance from the rotor, the number of conductors, and the winding dimensions. This improvement in the motor manufacturing process has resulted in an imbalance.
Motors from other manufacturers were evaluated and found to have balanced windings. However, several newer motors were found to have rotor casting voids that would affect the motor’s torque output.
Vermont Yankee Nuclear has now implemented a program to test all critical incoming electric motors prior to acceptance using a combination of ALL-TEST III™ and ALL-TEST IV PRO™ 2000.
Avoid costs
The generator would have had to shut down within two minutes of the second engine failure. This emergency generator shutdown could have damaged the generator bearings and caused an unplanned power outage. Costs avoided through fault detection were estimated at over $1,000,000. Subsequent detection of similar engine conditions in new and repaired engines further justified the incoming testing and inspection program.
conclusion
New and refurbished electric motors are not immune to defects. These defects may result from manufacturing/repair errors or design flaws. The included testing program using both ALL-TEST III™ and ALL-TEST IV PRO™ 2000 will identify these potentially costly failures before installation.

AT34™
قم بتحليل وتوجيه سلامة مكونات المحرك بحثًا عن الأعطال الأرضية، وأخطاء اللف الداخلي، والوصلات المفتوحة، والتلوث – كل ذلك باستخدام جهاز واحد محمول باليد.

ندوة تشخيصية للسيارات من الطراز العالمي عبر الإنترنت – المستوى 1 – من 12 إلى 16 يونيو
هل سمعت؟ سنعقد ندوة تشخيص السيارات العالمية المستوى 1 في الفترة من 12 إلى 16 يونيو . ستكون هذه ندوة عبر الإنترنت / افتراضية تبدأ كل يوم في الساعة 8 […]

Preconlub 15-16 يونيو 2023 ليون ، المكسيك
تعال وانضم إلى المدير الإقليمي لاتام ATP ، جلوريا أوريزار ، كما تقدم في Preconlub 2023! المزيد من التفاصيل: https://www.preconlub.com/ غلوريا اوريزار المدير […]