Механические и электрические испытания подшипников двигателей на вибрацию
Предисловие
Большая часть вращающегося оборудования полагается на подшипники качения (REB) для продолжения успешной работы.
Функционально подшипники качения несут нагрузку на вал, внутренне позиционируют вал и отделяют вращающиеся компоненты от невращающихся.
Выявление неисправностей подшипников качения до того, как они нарушат работу или повлияют на качество продукции, является основой для большинства программ прогнозируемого технического обслуживания.
Проводя обследования и оценивая результаты работы оборудования через периодические промежутки времени, делается попытка выявить неисправности подшипников до того, как они станут катастрофическими.
В течение многих лет эти исследования обычно проводились очень надежно с помощью анализа механической вибрации (MVA).
В настоящее время существует несколько методов выявления неисправностей в подшипниках качения.
В данной статье мы попытаемся определить эти методы, начиная с анализа механических колебаний и заканчивая анализом электрических признаков (ESA).
Введение
В этой статье описаны 4 стадии разрушения, которые проходят большинство подшипников качения при типичном усталостном разрушении.
Здесь также рассматривается использование анализа вибрации, огибающей сигнала, ультразвукового обнаружения и анализа электрической сигнатуры для определения стадий разрушения подшипников качения.
Из-за относительно низкой стоимости и высокой надежности подшипников качения они являются наиболее часто используемым типом в промышленности.
Однако из-за тесных зазоров и очень высокой степени полировки поверхностей случаются отказы подшипников.
Устранение этих неисправностей почти всегда сводится к полной замене вышедших из строя подшипников.
Производители подшипников предоставляют очень подробные процедуры обслуживания, смазки и эксплуатации, чтобы максимально продлить срок службы этих очень важных компонентов оборудования.
Следуя этим процедурам, можно добиться длительного срока службы подшипников.
Кроме того, практика “Точного обслуживания” доказала, что можно продлить срок службы подшипников.
Прецизионное обслуживание продлевает срок службы подшипников в 5-10 раз по сравнению с прошлым, при этом прилагая совсем немного дополнительных усилий.
Однако из-за условий эксплуатации, неточных допусков, ошибок при сборке или даже работы самого оборудования эти подшипники все же выходят из строя.
Если неполадки обнаруживаются до того, как произойдет полный отказ, то возникающие повреждения и ремонт обычно минимальны и сводятся к замене самого подшипника.
Конечный результат – отказ из-за усталости одного или нескольких основных компонентов подшипника. 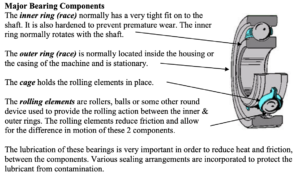
Причины выхода из строя подшипников
Крупный производитель подшипников подсчитал, что около 16% отказов подшипников являются результатом неправильного обращения с ними.
Это происходит из-за неправильного хранения, транспортировки или установки подшипников.
Остальные 84% подшипников качения устанавливаются без дефектов.
На этом этапе нет никаких индикаторов неисправности подшипника.
Если индикатор неисправности появляется во время начальной эксплуатации подшипника, то это, как правило, проблема посадки или сборки подшипника. 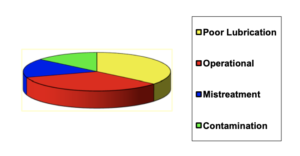 36% отказов РЭБ являются результатом плохой смазки, избыточной смазки, недостаточной смазки, неправильного смазочного материала, смешивания смазочных материалов или слишком тонкой смазочной пленки, что часто вызвано чрезмерным движением вала (вибрацией).
36% отказов РЭБ являются результатом плохой смазки, избыточной смазки, недостаточной смазки, неправильного смазочного материала, смешивания смазочных материалов или слишком тонкой смазочной пленки, что часто вызвано чрезмерным движением вала (вибрацией).
34% замен РЭБ являются результатом эксплуатации, дисбаланса, несоосности, а в некоторых случаях подшипники заменяются из-за других требований к обслуживанию, например, в рамках программ профилактического обслуживания.
Последние 14% выходят из строя из-за загрязнения.
Замена подшипников
Главный вопрос, связанный с выходом из строя подшипников качения: “Когда следует заменить подшипник?”.
Это может определить только завод.
Влияет ли отказ на качество продукции?
Влияет ли он на работу завода?
Какова доступность замены подшипника?
Чтобы более точно оценить состояние подшипника и определить оптимальное время для его замены, важно понимать этапы выхода подшипника из строя.
Стадии разрушения подшипников
Чтобы лучше понять, как выходят из строя подшипники, крупный производитель подшипников провел исследование, чтобы определить, как выходят из строя подшипники.
Исследование показало, что подшипники качения работают без дефектов примерно 80% своего срока службы.
Когда отказ все же происходит, обычно выделяют 4 стадии.
Стадия 1: Отказы подшипников качения обычно происходят под поверхностью.
Обычно они начинаются на 4-5 тысячных дюйма (0,1-0,125 мм) ниже поверхности дорожки качения.
На этом этапе, по оценкам, остается от 10 до 20% ресурса подшипника.
Стадия 2: По мере прогрессирования дефекта на поверхности вышедшего из строя компонента появляются микроскопические ямки (< 40 микрон).
Это считается стадией 2, и, по оценкам, остается от 5 до 10% ресурса подшипника.
Стадия 3: Дальнейшее прогрессирование разрушения приводит к первоначальному отслаиванию, растрескиванию и/или сколам, которые обычно ассоциируются с разрушением подшипников качения.
Остается от 1 до 5% ресурса подшипника.
Стадия 4: Когда появляются многочисленные трещины, чрезмерное шелушение или сколы, это 4-я и последняя стадия разрушения подшипника.
Часто тела качения начинают деформироваться, а сепаратор может разрушиться или сломаться.
Остается от 1% до 1 оборота подшипника. 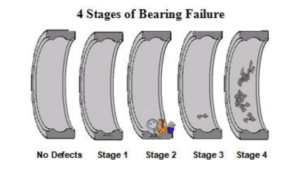 Большинство специалистов по обслуживанию предпочитают заменять подшипник на этапе 3.
Большинство специалистов по обслуживанию предпочитают заменять подшипник на этапе 3.
Неисправность визуально очевидна, но повреждение все еще ограничивается самим подшипником.
На стадии 1 практически невозможно определить дефект, поскольку он находится под поверхностью.
На стадии 2 дефекты невидимы невооруженным глазом, и для их выявления требуется увеличительное устройство, например, лупа или, возможно, даже микроскоп.
Если подшипник достиг стадии 4, то машину следует немедленно вывести из эксплуатации и заменить подшипник.
Продолжение эксплуатации машины в конечном итоге приведет к полному выходу подшипника из строя.
В этом случае машина будет выведена из эксплуатации, и произойдет катастрофическая поломка, которая обычно приводит к чрезмерному повреждению машины.
Почему предиктивное обслуживание необходимо для устранения отказов подшипников качения
Программы предиктивного обслуживания основаны на исследованиях, которые определили, что 89% отказов носят случайный характер и 68% из них происходят сразу после установки или ремонта.
В целом, это означает, что вероятность отказа фактически увеличивается при выполнении плановых профилактических осмотров и задач.
Эффективная программа предиктивного обслуживания использует рабочее состояние машины, чтобы определить, когда необходимо провести техническое обслуживание.
Наиболее эффективные программы учитывают 3 фазы предиктивного обслуживания: обнаружение, анализ и исправление. Фаза обнаружения: Фаза обнаружения – самая важная фаза, поскольку она используется для выявления неисправностей оборудования.
Эффективная программа предиктивного обслуживания выявит эти поломки с достаточным запасом времени для ремонта или замены подшипника до того, как произойдет поломка.
Философия этапа обнаружения заключается в быстром обследовании как можно большего количества машин.
На этапе обнаружения выявляются все потенциальные неисправности подшипников.
Чем быстрее будут проведены эти исследования, тем больше машин можно будет обследовать, что приведет к повышению эффективности программы. Примечание: Большинство зрелых программ предиктивного обслуживания выявляют от 1 до 2% новых проблем за одно обследование.
Это означает, что при обследовании 300 машин будет обнаружено всего от 3 до 6 новых проблем. Фаза анализа: На этапе анализа может потребоваться дополнительное тестирование или даже другая технология, чтобы определить серьезность и причину неисправности.
Обычно это самая трудоемкая часть программы предиктивного обслуживания.
Если на этапе обнаружения будет взято достаточно данных для проведения точного анализа, то в процессе обнаружения будет потеряно драгоценное время.
Это эффективно сокращает количество машин, которые можно обследовать, или увеличивает количество людей, необходимых для выполнения этой задачи.
Это приводит к снижению эффективности программы PdM.
Т.е. философия фазы обнаружения заключается в том, чтобы быстро обследовать как можно больше машин. Фаза исправления: Фаза исправления требует замены или устранения неисправности и проверки исправления.
Это также идеальное время для устранения причины отказа.
Инструменты для предиктивного обслуживания
Эффективный прибор для PdM должен быть портативным, легким и выполнять воспроизводимые неразрушающие испытания.
Существует множество различных технологий и приборов, которые могут выполнять этот очень важный процесс.
Тем не менее, не существует ни одного измерения или технологии, которые бы на 100% определяли неисправности подшипников качения.
Более того, многие из доступных методов очень хорошо выявляют отказы тел качения, но обладают ограниченными возможностями для выявления других неисправностей в механизме.
Анализ электрических сигнатур
Анализ электрической сигнатуры (ESA) оказывается очень эффективным инструментом для выявления зарождающихся неисправностей подшипников на очень важном этапе обнаружения в рамках программы прогнозируемого технического обслуживания.
ESA также обладает дополнительной способностью обнаруживать неисправности в системе двигателя, которые не могут быть выявлены с помощью механических методов обнаружения.
В этой презентации будет сделана попытка точно определить место ESA в процессе анализа отказов подшипников качения.
Определение серьезности дефекта подшипника
В отличие от большинства других дефектов механической вибрации, амплитуда спектрального пика на частоте дефекта не является точным показателем серьезности дефекта подшипника.
Амплитуда спектрального пика может меняться в зависимости от расположения дефекта, состояния балансировки или выравнивания, а также размера и типа дефекта.
Кроме того, механический сигнал может усиливаться за счет резонанса.
Во многих случаях амплитуда спектрального пика будет уменьшаться по мере усугубления дефекта.
Документально подтверждено, что наиболее эффективным методом определения серьезности неисправности подшипника качения является определение частоты сигнала, генерируемого неисправностью.
Частота неисправностей подшипников качения
Каждая комбинация ротора и подшипника создает уникальную систему; поэтому очень сложно точно определить частоты, которые будут возникать на каждой из стадий разрушения подшипника.
Уникальность каждой подшипниковой системы ротора обусловлена не только геометрией и зазорами подшипников, но и механической посадкой между валом и подшипником, а также между корпусами подшипников.
Прямолинейность или конусность вала, а также концентричность вала и корпуса могут изменять частоту срабатывания подшипников на ранних стадиях.
Ниже приводится обзор неисправностей на каждой из стадий повреждения подшипника и диапазонов частот, которые генерируются неисправностями на каждой из стадий.
Уделено внимание различным методам измерения и обработки сигналов, которые в настоящее время доступны для идентификации этих неисправностей на каждом из этапов.
Стадия 1: (10 – 20% оставшегося срока службы)
Подповерхностное растрескивание, возникающее на первой стадии повреждения подшипника, генерирует волны напряжения очень низкой амплитуды в диапазоне от 300 до 500 кГц.
Специализированные датчики и методы обработки сигналов успешно выявляют неисправности уже на первой стадии.
Однако в большинстве случаев это очень ранняя стадия процесса разрушения, и физическая проверка неисправности внутри подшипника крайне затруднительна.
Кроме того, это специализированный метод, требующий специальной технологии и имеющий ограниченную отдачу.
По оценкам, когда возникает дефект первой стадии, примерно 80% срока службы подшипника уже израсходовано.
Примечание: Как только начинается подповерхностное растрескивание, отказ уже начался, и целостность подшипника нарушена.
С этого момента единственным результатом является полное разрушение подшипника.
Помните, что подшипники “сами себя не чинят”, и неисправность всегда становится хуже.
Стадия 2: (5 – 10% оставшегося срока службы)
По мере усугубления дефекта подповерхностные трещины начинают мигрировать к поверхности и вызывают микроскопические точечные повреждения на поверхности разрушенного компонента. 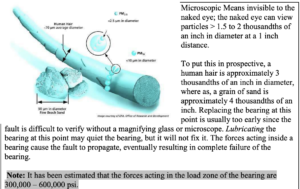 На самых ранних стадиях разрушения стадии 2 удары, создаваемые микроскопическими ямками, заставляют компоненты подшипника вибрировать на собственных частотах.
На самых ранних стадиях разрушения стадии 2 удары, создаваемые микроскопическими ямками, заставляют компоненты подшипника вибрировать на собственных частотах.
Эти собственные частоты находятся в диапазоне от 30 до 60 кГц.
Специализированные методы измерения, такие как мониторинг ударных импульсов, Spike Energy и другие ультразвуковые методы, полагаются на собственную частоту резонанса датчика вибрации.
Работа датчика в резонансе усиливает эти очень маленькие сигналы дефектов до приемлемого диапазона. Резонанс – часто неправильно понимаемое свойство механических систем.
Собственная частота: Все пружинные системы имеют собственные частоты.
Собственные частоты системы – это частоты, на которых система будет колебаться при ударе.
Один удар заставит систему колебаться на собственной частоте, а затем затухнет.
Ударная сила заставит массу отклониться, а пружина заставит ее вернуться в исходное положение.
Частота колебаний определяется соотношением массы (m) и пружины (k) пружинной системы.
Если к пружинной системе приложить повторяющуюся силу, частота которой близка к собственной частоте пружинной системы, то сила будет прикладываться в том же направлении, что и движение при каждом колебании.
Это приведет к тому, что движение системы будет увеличиваться с каждым циклом приложения силы к массе.
Такое состояние принято называть резонансом.
В результате резонанса результирующее движение усиливается в 10-15 раз больше, чем при приложении силы, не близкой к собственной частоте. По мере развития неисправности жесткость компонента уменьшается, что снижает его собственную частоту.
В результате частота сигнала приближается к собственной частоте датчика (25 кГц).
По мере того, как частота неисправности приближается к собственной частоте, выходной сигнал датчика еще больше увеличивается.
Эти методы оказались очень эффективными, и изменение этих значений произойдет, когда подшипник начнет выходить из строя, но в системе машины есть и другие неисправности, которые также могут вызвать увеличение или уменьшение этих частот.
Для более точного определения неисправностей подшипников на ранней стадии были разработаны другие методы обработки сигналов, такие как Acceleration Enveloping, ESP и peak vue.
Эти методы оказались очень эффективными, но их возможности по обнаружению других типов неисправностей также ограничены.
Когда появляются сигналы в диапазоне частот от 30 до 60 кГц, подшипник находится на ранней стадии дефекта 2.
По мере развития дефекта стадии 2 сила сигнала увеличивается.
Этот более сильный сигнал будет возбуждать собственную частоту системы.
Собственная частота системы включает в себя вал и систему подшипников.
Собственные частоты системы и подшипников не зависят от скорости машины, но на них влияет масса и жесткость ротора и подшипниковой опоры.
Увеличение массы приводит к тому, что собственная частота системы ниже собственных частот компонентов подшипника.
Собственная частота системы обычно находится в диапазоне от 500 до 2000 Гц.
Сила сигнала зависит от баланса или состояния центровки вращающегося вала, а также от расположения неисправности по отношению к датчику.
Во многих случаях эти сигналы скрыты в фоновой вибрации машины.
Анализ электрических сигналов (ESA) обычно выявляет неисправность подшипника на этой стадии; в некоторых случаях ESA выявляет неисправность даже раньше, чем некоторые специализированные механические методы.
ESA обычно выявляет потенциальные неисправности подшипников уже на стадии 2.
ESA определяет неисправности машины путем обнаружения спектральных пиков, расположенных на линейных частотах (обычно 50 или 60 Гц) вокруг центральной частоты.
Боковые полосы линейной частоты, присутствующие в спектре тока, но не присутствующие в спектре напряжения, указывают на то, что неисправность исходит от машины или процесса.
В некоторых случаях эти сигналы присутствуют в электрическом сигнале еще до того, как большинство стандартных методов механического контроля покажут наличие проблемы. Этот спектр показывает, что частота неисправности подшипника составляет около 2500 Гц.
Тот факт, что она присутствует в спектре тока, но не в спектре напряжения, указывает на то, что энергия добавляется из системы двигателя или приводимой машины. 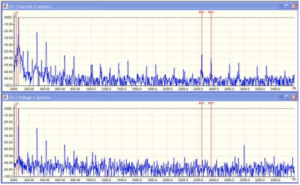 Когда появляются сигналы в диапазоне от 500 до 2000 Гц, подшипник становится дефектом поздней стадии 2.
Когда появляются сигналы в диапазоне от 500 до 2000 Гц, подшипник становится дефектом поздней стадии 2.
Стадия 3: (1- 5% оставшегося срока службы)
По мере разрушения подшипника на поверхности вышедшего из строя компонента появляются трещины, сколы, отслаивания и отверстия или другие дефекты.
Это те дефекты, с которыми знакомо большинство специалистов по техническому обслуживанию.
При визуальном осмотре подшипника дефект можно заметить впервые.
На этом этапе можно услышать шум, исходящий из подшипника.
Эти дефекты вызывают достаточно сильный сигнал, чтобы генерировать сигналы в спектре вибрации на частотах, которые принято называть частотами дефектов подшипников (BDF).
Это та точка в диапазоне отказов, где стандартные измерения скорости или ускорения вибрации могут впервые положительно идентифицировать дефект подшипника.
Как было сказано ранее, “если эти сигналы присутствуют, значит, подшипник имеет дефект”.
Частоты дефектов подшипников зависят от геометрии подшипника BPFO – это частота.
на которой дефект будет генерировать сигнал, если проблема находится на наружной дорожке качения BPFI – на внутренней дорожке качения BSF – частота тел качения FTF – основная частота движения; это скорость вращения узла сепаратора.
Генерация частот дефектов подшипников
При вращении вала внутренняя дорожка качения вращается вместе с валом, сепаратор в сборе (FTF) вращается вокруг вала со скоростью, которая меньше скорости вращения вала.
Когда на внешней дорожке качения появляется дефект, удар будет происходить каждый раз, когда одно из тел качения перекатывается через дефект.
Удар, вызванный дефектом, заставит подшипник вибрировать на собственной частоте компонента подшипника (от 30 до 60 кГц) или на собственной частоте системы подшипника (от 500 до 2000 Гц).
При анализе подшипников качения частота ударов называется частотой повторения подшипника или, чаще, частотой дефектов подшипника BDF.
Частоту внешнего качения часто называют BPFO, Ball Pass Frequency Outer race.
Амплитуда сигнала будет зависеть не только от размера дефекта, но и от его расположения по отношению к размещению датчика, плотности посадки подшипника, а также от баланса и/или состояния центровки машины.
Другими словами, машина с большим дисбалансом создаст большее ВЛИЯНИЕ, чем машина с лучшей балансировкой.
Если повреждение находится на внутренней дорожке, то при вращении вала оно будет входить и выходить из зоны нагрузки.
Когда удар происходит в зоне нагрузки, сила сигнала будет больше, чем когда повреждение происходит напротив зоны нагрузки.
Обратите внимание, что частотой отклика будет собственная частота подшипника, а частотой удара – частота прохождения шарика BPFI по внутреннему кольцу.
Ударная и принудительная вибрация:
Вынужденная вибрация возникает, когда сила прикладывается сначала в одном направлении, а затем сразу же в противоположном.
Затем цикл непрерывно повторяется.
Реакцией системы на вынужденную вибрацию является движение, происходящее на той же частоте, что и приложенная сила.
Определив частоту приложенной силы, можно выявить ее источник.
Например, если машина вибрирует с той же скоростью, с которой вращается вал, то легко определить, что источником вибрации является вал.
Ударная вибрация возникает, когда прикладывается сила, например, удар, а затем наступает временной интервал перед следующим ударом.
Вибрация, возникающая в ответ на ударную силу, заставляет массу вибрировать на своей собственной частоте.
При вибрации ударного типа частота движения не позволяет определить источник, поскольку масса вибрирует на своей собственной частоте.
Чтобы определить источник ударов, необходимо определить частоту ударов.
Частотный спектр покажет частоту отклика, а не частоту ударов.
Понимание частоты дефектов подшипников
Частота дефектов подшипников зависит от геометрии подшипника: Pd – диаметр шага.
Он определяется путем измерения от осевой линии одного тела качения до осевой линии тела качения, расположенного прямо напротив.
Bd – диаметр шарика Nb – количество тел качения Контактный угол (Ø) – это отношение внутренней дорожки качения к внешней.
У радиального шарикоподшипника этот угол всегда равен 0 градусов, у упорного подшипника он равен 90 градусов, у радиально-упорных, сферических роликоподшипников и других подшипников подобного типа контактный угол зависит от конструкции подшипника. Частоты, которые генерируют эти сигналы, зависят от геометрии подшипника и скорости вращения вала.
Производители подшипников и приборов публикуют таблицы, в которых указаны эти ожидаемые или (расчетные) частоты.
Эти частоты очень точны, обычно они указываются с точностью до 1/100 оборота вала.
Например, BPFO = 4,68X, BPFI 7,32X скорости вращения.
1) Обычно они являются нецелыми кратными скорости вращения.
Это очень важно для того, чтобы отделить их от других неисправностей оборудования, которые всегда точно кратны скорости вращения.
2) Рассчитанные частоты дефектов, как правило, не являются точными.
Они будут варьироваться в зависимости от зазора в подшипнике и других условий работы машины. Расчетные формулы основаны на том, что тела качения вращаются вокруг вала на 360 градусов.
Однако опыт показывает, что тела качения катятся через зону нагрузки, но часто проскальзывают вне зоны нагрузки.
Поэтому рассчитанная частота обычно отличается от измеренной.
Эти расхождения в фактических частотах дефектов обычно находятся в пределах 5-10% от расчетных частот.
3) Если сложить частоты BPFO и BPFI, то они всегда будут равны количеству тел качения.
Например, BPFO 4.68X, BPFI 7.32X Nb будет равно 12.
Как правило, BPFO приблизительно равен Nb X 0,4, BPFI будет Nb X 0,6.
4) Амплитуда сигнала указывает не на серьезность дефекта подшипника, а, что более важно, на частоту дефекта.
Частоты BDF, генерируемые в спектре ESA, обычно совпадают с частотами механического спектра.
Однако в спектре ESA эти частоты чаще всего появляются раньше, чем в механическом спектре.
Это происходит потому, что даже очень небольшие изменения в положении ротора двигателя могут вызвать изменение тока двигателя.
Эти же небольшие изменения положения ротора могут не вызывать вибрации системы подшипниковых опор.
Для обнаружения этой вибрации необходима система измерения вибрации.
Когда появляются сигналы на уровне BDF или кратные 2X BDF, или 3X BDF, и т.д., подшипник становится дефектом на ранней стадии 3.
На третьей стадии, по мере того как дефект продолжает ухудшаться, амплитуда частот дефекта начнет модулироваться или усекаться.
Это приведет к появлению в спектре боковых полос вокруг BDF или гармоник BDF. Когда появляются боковые полосы вокруг BDF или ряд гармоник, подшипник относится к поздней стадии 3 дефекта.
Рекомендуется удалить подшипник.
Правила обнаружения дефектов подшипников качения третьей стадии с помощью ESA такие же, как и для анализа вибрации.
Самое важное, что следует отметить – это частоты дефектов, и если частоты дефектов присутствуют, значит, подшипник имеет дефект.
Стадия 4: (1% – 1 революция оставшейся жизни)
По мере усугубления дефекта появляются многочисленные трещины, отслаивающиеся отверстия или сколы.
Тела качения могут деформироваться, а сепаратор – разрушиться.
На этой стадии большинство, если не все, признаки отказа подшипника исчезают: спектральные пики, боковые полосы и гармоники BDF.
Однако скорость вращения (1X) увеличится, так как вал будет иметь больше свободы для перемещения внутри подшипника.
Кроме того, может увеличиться шумовой фон всего спектра, поскольку генерируемые частоты больше не будут возникать с одинаковым временным интервалом.
Когда прежние частоты исчезают, а уровень шума в спектре или сигнал на скорости вращения 1X увеличивается, рекомендуется немедленно вывести машину из эксплуатации, так как подшипник может полностью выйти из строя в любой момент.
Роль анализа электрических сигнатур в обнаружении отказов подшипников качения
Большинство неисправностей подшипников качения можно выявить на этапе 2 с помощью анализа электрической сигнатуры.
В качестве датчика ESA использует изменения магнитного потока в воздушном зазоре двигателя.
Во многих случаях ESA выявлял неисправности подшипников качения уже на стадии 2.
Эти неисправности были подтверждены с помощью Acceleration Enveloping.
Частоты в спектре ESA были такими же, как и при использовании Acceleration Enveloping.
ESA выявляет неисправности машины путем обнаружения спектральных пиков, расположенных на линейных частотах (обычно 50 или 60 Гц) вокруг центральной частоты.
Боковые полосы линейной частоты, которые присутствуют в спектре тока, но отсутствуют в спектре напряжения, указывают на то, что неисправность исходит от машины или процесса.
Спектральные пики частот дефектов подшипников, которые появляются в спектре ESA, будут иметь те же частоты, что и в спектре вибрации.
Кроме того, сигналы BDF будут появляться в электрическом спектре примерно в то же время, что и в спектре вибрации.
В обоих случаях это указывает на то, что подшипник достиг третьей стадии неисправности.
В данном спектре тока ESA дефект третьей стадии проявляется при BPFI 35374 с боковыми полосами 3000 CPM (50 Гц).
Он также проявляется на уровне 2 X его BPFI в виде боковых полос линейной частоты (50 Гц) вокруг системы 70748 CPM ≈1179,13 Гц.  Боковые полосы частотой 50 Гц также имеют субсинхронные боковые полосы, что указывает на позднюю стадию 3 неисправности.
Боковые полосы частотой 50 Гц также имеют субсинхронные боковые полосы, что указывает на позднюю стадию 3 неисправности.
Также обратите внимание на широкие основания спектральных пиков, которые указывают на то, что измеренная частота не является абсолютно одинаковой для каждого образца, что также является признаком поздней стадии 3 неисправности.
Этот дефект был проверен с помощью измерения виброскорости.
Частоты в спектре вибрации были такими же, как и в спектре электрического тока.
Обратите внимание на спектральные пики в спектре тока в верхней части спектра; эти пики отсутствуют в спектре напряжения ниже.
Это указывает на то, что дефект исходит либо от двигателя, либо от нагрузки.
По мере прогрессирования дефекта он будет проявляться в виде боковых полос линейной частоты вокруг BPFO или BPFI.
Заключение
Выявление неисправностей подшипников качения – очень важный процесс в успешной работе любого предприятия, содержащего вращающееся оборудование.
Анализ электрических сигналов предоставляет заводам дополнительные инструменты для быстрого выявления не только внутренних неисправностей двигателя, но и обеспечивает раннее обнаружение неисправностей подшипников качения.
Анализ электрической сигнатуры (обзор)
Анализ электрической сигнатуры (ESA) – это метод тестирования в режиме онлайн, при котором во время работы системы двигателя снимаются осциллограммы напряжения и тока, а затем с помощью быстрого преобразования Фурье (БПФ) проводится спектральный анализ с помощью прилагаемого программного обеспечения.
На основе этого БПФ выявляются неисправности, связанные с входящим питанием, цепью управления, самим двигателем и приводимой в движение нагрузкой, которые затем могут быть проанализированы для целей технического обслуживания по состоянию/прогнозируемого обслуживания.
Тестирование ESA предоставит ценную информацию для асинхронных двигателей переменного и постоянного тока, генераторов, двигателей с намотанным ротором, синхронных двигателей, двигателей станков и т.д.
Поскольку для многих людей ESA является чем-то новым, приведенная ниже схема иллюстрирует оценку ESA основных компонентов системы асинхронного двигателя переменного тока. 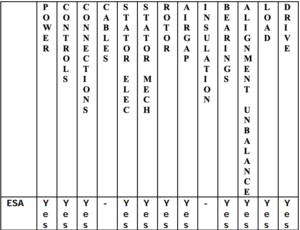
БИОГРАФИЯ
Уильям Крюгер занимается предиктивным обслуживанием уже почти 40 лет.
Он окончил Школу ядерной энергетики ВМС США и получил степень бакалавра в Государственном университете Сан-Диего.
Его первое знакомство с предиктивным обслуживанием произошло во время работы с программой вибрации на борту подводной лодки ПЛАРБ.
Он провел 10 лет в компании San Diego Gas & Electric, где начал реализацию программы предиктивного обслуживания.
Затем он работал инженером по приложениям в подразделении DYMAC компании Spectral Dynamics.
Последние 20 лет г-н Крюгер занимался обучением в области прогнозируемого технического обслуживания.
Он был старшим инструктором в компании Update International.
Г-н Крюгер проводил учебные курсы на 6 континентах и известен во всем мире благодаря своему практическому подходу к анализу оборудования и способности излагать сложный технический материал в виде понятных принципов и демонстраций.
В настоящее время г-н Крюгер является менеджером по технической поддержке и обучению компании ALL-TEST Pro.
Он является автором нескольких технических статей и выступал с презентациями на различных встречах, включая Институт вибрации, EPRI, Canadian Pulp & Paper Expo и International Maintenance Conference.
Он является членом ASME, Института вибрации, ANST, IEEE и многих других профессиональных организаций.

AT34™
Анализируйте и отслеживайте целостность компонентов двигателя на предмет неисправностей заземления, внутренних повреждений обмоток, открытых соединений и загрязнений – и все это с помощью одного портативного устройства.
Международный онлайн-семинар по диагностике двигателей – уровень 1 – 11-15 ноября
Вы уже слышали? С 11 по 15 ноября мы будем проводить наш Семинар по диагностике двигателей мирового класса 1-го уровня. Это будет онлайн/виртуальный семинар, который начнется каждый день в 8 […]
Международный онлайн-семинар по диагностике двигателей – уровень 1 – 9-14 июня 2025 г.
Вы слышали? С 9 по 14 июня 2025 г. мы проведем наш Семинар по диагностике двигателей мирового класса 1-го уровня. Это будет онлайн/виртуальный семинар, который начнется каждый день в 8 […]