Motor Bearing Mechanical & Electrical Vibration Testing
Preface
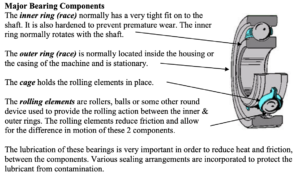
A large majority of rotating equipment rely on Rolling Element Bearings (REB) for continued successful operation. Functionally Rolling Element Bearings carry the load of the shaft, internally position the shaft and separate the rotating from non-rotating components.
Identifying rolling element bearing faults before they disrupt operations or affect product quality are the basis for most predictive maintenance programs. By performing surveys and evaluating the results of operating equipment at periodic intervals, an attempt is made to identify bearing faults before they become catastrophic.
For many years these surveys have normally been conducted very reliably with Mechanical Vibration Analysis (MVA). Currently there are several methods available for identifying faults in Rolling Element Bearings. This paper will attempt to identify these methods from Mechanical Vibration Analysis through Electrical Signature Analysis (ESA).
Introduction
This paper describes the 4 failure stages that most rolling element bearings go through during a typical fatigue failure. It also discusses the use of vibration analysis, signal enveloping, ultra-sonic detection and Electrical Signature Analysis to identify rolling element bearing failure stages.
Because of the relatively low cost & high reliability of rolling element bearings they are the type most frequently used in the industry. However, because of close clearances and very highly polished surfaces, bearing failures do occur. The corrections of these failures are almost always a complete replacement of the failed bearings.
Bearing manufacturers provide very detailed maintenance, lubrication and operation procedures to maximize the life of these very important machine components. Long bearing life can be achieved by following these practices. Additionally “Precision Maintenance” practices have proven that it is possible to extend bearing life. Precision Maintenance extends bearing life 5 to 10 times longer than in the past, with very little additional effort.
However, due to the operational environment, non-precision tolerances, assembly errors or even the operation of the equipment itself, these bearings do fail. If the failures are detected before a complete failure occurs the resultant damage and repair are usually minimal and confined to replacement of the bearing itself.
The final result is a failure due to fatigue of one or more of the major bearing components.
Causes of Bearing Failure
A large bearing manufacturer has estimated that about 16% of bearing failures are the result of mistreatment. This is caused by improper storage, transportation or installation of the bearings. The remaining 84% of rolling element bearings are installed defect free. At this stage there are no indicators of bearing faults. If a fault indicator is present during initial operation of the bearing it is usually a bearing fit or assembly problem.
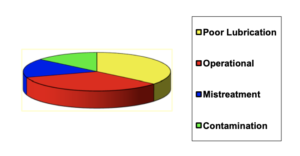
36% of REB failures are the result of poor lubrication, over-lubrication, underlubrication, wrong lubricant, mixing lubricants or too thin of the lubricant film, often caused by excessive shaft motion (vibration).
34% of REB replacements are the result of operation, unbalance, misalignment, or in some cases the bearings are replaced due to other maintenance requirements, such as preventive maintenance programs.
The final 14% fail because of contamination.
Bearing Replacement
The main question associated with Rolling Element Bearing failure is “When should the bearing be replaced?”
This can only be determined by the plant. Does the failure affect the product quality? Does it affect plant operation? What is the availability of a replacement bearing? To more accurately assess the condition of the bearing and when the optimum time to replace it is, it is important to understand the stages of a bearing failure.
Bearing Failure Stages
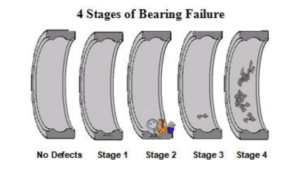
To gain a better understanding of bearing failure a large bearing manufacturer performed research to determine how bearings fail. Their research determined that Rolling Element Bearing operate for approximately 80% of their useful life defect free. When failure does occur there are generally 4 distinct phases of the failure.
Stage 1: Rolling Element bearing failures normally occur below the surface. They normally begin 4 to 5 thousandths of an inch (0.1 to 0.125 mm) below the surface of the raceway. At this point it is estimated that there is 10 to 20% remaining bearing life.
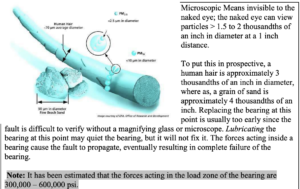
Stage 2: As the fault progresses microscopic pits (< 40 microns) occur on the surface of the failed component. This is considered stage 2 and it is estimated that between 5 & 10% of the bearing life remains.
Stage 3: Further failure progression causes the initial flaking, cracking and/or spalling that is commonly associated with rolling element bearing failures. 1 to 5% of bearing life remains.
Stage 4: When multiple cracks, excessive flaking or spalling occur this is the 4th and final stage of the bearing failure. Often times the rolling elements begin to deform and the cage may disintegrate or break. 1% to 1 revolution of the bearing life remains.
Most maintenance personnel chose to replace the bearing in stage 3. The fault is visually apparent, yet the damage is still confined to the bearing itself. In stage 1 it is almost impossible to identify the defect since it is sub-surface. In stage 2 the defects are invisible to the naked eye and require a magnifying device, such as a magnifying glass or possibly even a microscope to identify the defect.
If a bearing achieves stage 4 then the machine should be forced out of service and the bearing replaced immediately. Continued operation of the machine will eventually cause the bearing to completely fail. This type of failure will remove the machine from service and a catastrophic failure will have occurred, usually causing excessive damage to the machine.
Why predictive maintenance is necessary for Rolling Element Bearing Failures
Predictive Maintenance programs are based on studies that have determined that 89% of failures are random in nature and 68% of them occur immediately after installation or repair. Generally speaking this means that the probability of a failure actually increases by performing routine Preventive Maintenance inspections and Tasks.
An effective predictive maintenance program uses the machine’s operating condition to determine when maintenance needs to be performed. The most effective programs recognize the 3 phases of Predictive Maintenance; Detection, Analysis & Correction.
Detection phase: The detection phase is the most important phase, since it is used to identify machinery failures. An effective Predictive Maintenance program will identify these failures with enough time remaining to repair or replace the bearing, before the failure occurs. The philosophy of the detection phase is to rapidly survey as many machines as possible. The detection phase identifies any potential bearing failures. The faster these surveys can be performed the more machines can be surveyed, resulting in a more effective program.
Note: Most mature Predictive Maintenance Programs identify 1 to 2% new problems per survey. That means that if 300 machines are surveyed only 3 to 6 new problems will be detected.
Analysis phase: The analysis phase may require additional testing or even another technology to determine the severity and cause of the failure. This is usually the most time consuming portion of the predictive maintenance program. If sufficient data is taken during the detection phase to perform an accurate analysis it wastes valuable time during the detection process. This effectively reduces the number of machines capable of being surveyed or increases the required man power to perform the task. This results in a reduction in the effectiveness of the PdM program. I.e. The philosophy of the detection phase is to rapidly survey as many machines as possible.
Correction Phase: The correction phase requires replacing, or repairing the failure and verifying the correction. This is also the ideal time to correct the reason for the failure.
Predictive Maintenance Instruments
An effective PdM instrument should be Portable, Light weight and perform repeatable, non-destructive testing. There are many varying technologies & instruments that can perform this very important process. Yet there is no single measurement or technology that provides 100% insight into rolling element bearing failures. Moreover, many of the techniques available are very adept at detecting rolling element failures, but provide limited ability to identify other faults within the machine train.
Electrical Signature Analysis
Electrical Signature Analysis (ESA) is proving to be a very effective tool in identifying incipient bearing failures in the very important detection phase of a predictive maintenance program. ESA also has the additional ability to detect faults within the motor system which can not be detected using mechanical detection methods. This presentation will attempt to accurately position ESA in the rolling element bearing failure analysis process.
Determining Severity of Bearing Defect
Unlike most other mechanical vibration faults, the amplitude of the spectral peak at fault frequency does not accurately indicate the severity of the bearing fault. The amplitude of the spectral peak can vary based on the location of the defect, the balance or alignment condition as well the size and type of defect. Additionally, the mechanical signal can be amplified by resonance. In many cases the amplitude of the spectral peak will actually decrease as the fault worsens.
It has been well documented that the most effective method of identifying the severity of a rolling element bearing faults is by determining the frequency of the signal being generated by the fault.
Rolling Element Bearing Fault Frequencies
Each rotor and bearing combination creates a unique system; therefore, it is extremely difficult to determine precisely the frequencies that will be generated at each of the bearing failure stages. The uniqueness of each rotor bearing system is due not only to the bearing geometries & clearances, but the mechanical fit between the shaft and bearing, as well as between the bearing housing. The shaft straightness or taper, as well as shaft and housing concentricity may vary the bearing fault response frequencies in the early stages.
The following is a review of the faults at each the bearing fault stages and the frequency ranges that are generated by the faults in each of the stages. Attention is made to the various measuring and signal processing techniques that are currently available to help identify these faults in each of the fault stages.
Stage 1: (10 – 20% remaining life)
The sub surface cracking that occurs during stage 1 of a Bearing fault, generates very low amplitude Stress waves in the 300 to 500 kHz range. Specialized sensors and signal processing techniques have proven successful in identifying faults as early as stage 1. However, in most applications this is very early in the failure process & physical verification of the fault within the bearing is extremely difficult.
This is also a specialized technique which requires specialized technology, with limited return. It is estimated that when a stage 1 fault occurs approximately 80% of the bearing useful life has been expended.
Note: Once sub surface cracking begins, the failure has been initiated and the bearing integrity has been compromised. From this point on the only result is complete bearing failure. Remember bearings “Do Not Fix Themselves” and the fault always gets worse
Stage 2: (5 – 10% remaining life)
As the fault worsens, the subsurface cracking begins to migrate toward the surface and causes microscopic pitting on the surface of the failed component
In the very early stages of a stage 2 failure the impacting created by the microscopic pits causes the bearing components to vibrate at their natural frequencies. These natural frequencies are in the 30 to 60 kHz range.
Specialized measuring techniques such as Shock Pulse monitoring, Spike Energy and other ultrasonic techniques rely on the natural frequency of the vibration sensor to resonate. Operating the transducer at resonance amplifies these very small defect signals into a useable range.
Resonance is often a misunderstood property of mechanical systems.
Natural Frequency: All spring systems have natural frequencies. The natural frequencies of a system are the frequencies that the system will vibrate at when impacted. A single impact will cause the system to oscillate at its natural frequency then decay off. The impacted force will cause the mass to deflect and the spring will cause it to return to its original position. The frequency that this oscillation occurs at is determined by the mass (m), & spring (k) relationship of the spring system.
If a repetitive force is applied to a spring system that has a frequency that is near to the natural frequency of the spring system the force will be applied in the same direction as the motion in each oscillation. This will cause the system motion to increase as each cycle of force is applied to the mass.
This condition is commonly referred to as resonance. The results of a resonant condition is that the resultant motion will be amplified 10 to 15 times greater than when a force is applied that is not near a natural frequency.
As the fault progresses the component stiffness decreases this reduces the components natural frequency. This causes the frequency of the signal to move closer to the sensors natural frequency (25 kHz). As the frequency of the fault gets closer to the natural frequency, the output of the sensor increases further. These methods have proven to be very effective and a change in these values will occur when a bearing begins to fail, but there are other faults within the machine system that can also cause these frequencies to increase or decrease.
Other Signal Processing Techniques such as Acceleration Enveloping, ESP, and peak vue were developed to more precisely identify bearing faults in this early stage. These methods have proven to be very effective but are also limited in their capabilities to detect other types of faults.
When signals appear in the 30 to 60 kHz frequency ranges, the bearing is now an early Stage 2 defect.
As the stage 2 fault progresses the signal strength increases. This stronger signal will then excite the system’s natural frequency. The system natural frequency includes the shaft and bearing system. The system & bearing natural frequencies are independent of machine speed, but are affected by rotor & bearing support mass and stiffness. The increased mass causes the system natural frequency to be lower than the bearing component natural frequencies. The system natural frequency is generally in the 500 to 2000 Hz range. The strength of the signal is dependent on the balance or alignment condition of the rotating shaft as well as the location of the fault in relation to the sensor. In many instances these signals are buried in the background vibration of the machine.
Electrical Signature Analysis (ESA) usually identifies bearing failure at this stage; in some cases ESA will identify the fault even earlier than some of the specialized mechanical techniques.
ESA typically identifies potential bearing faults as early as stage 2. ESA identifies machine faults by locating spectral peaks spaced at line frequencies (normally 50 or 60 Hz) around a center frequency. Line frequency side bands that are present in the Current Spectrum, but are not present in the Voltage Spectrum, indicate that the fault is coming from the machine or the process. In some cases these signals have been present in the electrical signature before most of the standard mechanical monitoring methods show a problem.
This spectrum displays a bearing fault frequency occurring around 2500 Hz. The fact that it is present in the current spectrum but not in the voltage spectrum indicates that the energy is added from the motor system or the driven machine.
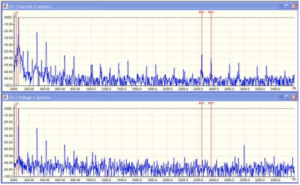
When signals appear in the 500 to 2000 Hz range the bearing is now a late stage 2 defect.
Stage 3: (1- 5% remaining life)
As the bearing fault worsens cracks, spalls, flaking and holes or other defects occur on the surface of the failed component. These are the defects that most maintenance personal are familiar with. This is the condition in which the defect can first be visually observed, when the bearing is visually inspected. This is the stage in which noise can be heard coming from the bearing.
These faults cause the signal strength to be strong enough to generate signals in the vibration spectrum at what are commonly referred to as bearing defect frequencies (BDF). This is the point in the failure range where vibration standard velocity or acceleration measurements can first positively identify a bearing defect. As stated earlier “If these signals are present, the bearing has a defect.”
Bearing Defect Frequencies are dependent on the bearing geometry BPFO is the freq. where a defect will generate a signal if the problem is on the outer race BPFI is from the inner race BSF is the rolling element frequency FTF is the fundamental train frequency; this is the rotational speed of the cage assembly.
Generation of Bearing Defect Frequencies
As the shaft rotates, it causes the inner race to turn with the shaft, the cage assembly (FTF) rotates around the shaft at a speed which is less than the rotating speed of the shaft.
When a fault occurs on the outer race an impact will occur each time one of the rolling elements rolls over the defect. The impact caused by the defect will cause a bearing to vibrate at the natural frequency of the bearing component (30 to 60 kHz) or the bearing systems natural frequency (500 to 2000 Hz).
In rolling element bearing analysis the frequency of the impacts are referred to as the bearing repetition rate, or more commonly called a Bearing Defect Frequency BDF. The outer race frequency is often called the BPFO, Ball Pass Frequency Outer race. The amplitude of the signal will vary depending on not only the size of the defect but the location of the defect in relation to the placement of the sensor, the tightness of the bearing fit as well as the balance and/or alignment condition of the machine. In other words, a machine with a large amount of unbalance will create a larger IMPACT than one with a better balance condition.
If the fault is on the inner race it will roll in and out of the load zone as the shaft rotates. When the impact occurs in the load zone the strength of the signal will be greater than when the fault occurs opposite the load zone. Note that the frequency of the response will be the bearing natural frequencies and the impact frequencies will be the BPFI ball pass frequency inner race.
Impacting vs. Forced vibration:
Forced vibration occurs when a force is applied first in one direction and then immediately in the opposite direction. The cycle is then continuously repeated. The system response to a forced vibration is motion that occurs at the same frequency as the applied force. By identifying the frequency of the applied force the source of the force can be identified. For example, if a machine is vibrating at the same speed as the shaft is rotating then it is easy to determine that the source of the vibrating force is from the shaft.
Impacting vibration occurs when a force, such as an impact is applied, then a time interval occurs before the next impact. The vibrating response to an impacting force causes the mass to vibrate at its natural frequency. In impacting type vibrating forces, the frequency of the motion does not identify the source, since it is vibrating at its natural frequency. To identify the source of the impacts it is necessary to identify the frequency of the impacts. The frequency spectrum will display the frequency of the response, not the frequency of the impacts.
Understanding Bearing Defect Frequencies
The Bearing defect frequencies are dependent on bearing geometry: Pd is the Pitch diameter. This is determined by measuring from the centerline of one rolling element to the centerline of the rolling element directly opposite.
Bd represents ball diameter
Nb represents Number of rolling elements
Contact Angle (Ø) is the relationship of the inner race to the outer race. On a deep groove ball bearing this angle will always be 0 degrees, an axial thrust bearing will have an angle of 90 degrees, Angular contact, spherical roller bearings and similar type bearings contact angles will vary depending on bearing design.
The frequencies that these signals generate are dependent on the bearing geometry and shaft speed. Bearing and instrument manufacturers publish tables that list these expected or (calculated) frequencies. These frequencies are very precise, usually listed down to 1/100 of a shaft rotation. I.e. BPFO = 4.68X, BPFI 7.32X running speed.
1) They are normally non-integer multiples of rotating speed. This is very important in separating them from other machinery faults which are always at exact multiples of running speed.
2) The calculated Defect frequencies are generally not exact. They will vary depending on bearing clearance and other conditions of the machine, the calculated formulas are based the fact that the rolling elements roll 360 degrees around the shaft. However, experience has shown that the rolling elements roll through the load zone but will often skid outside the load zone. Therefore, the calculated frequency will usually differ from the measured frequencies. These variances in the actual defect frequencies are generally within 5 to 10% of the calculated frequencies.
3) If the BPFO & the BPFI frequencies are added together they will always equal number of rolling elements. I.e. BPFO 4.68X, BPFI 7.32X Nb will equal 12. As a rule of thumb the BPFO is approximately equal to Nb X 0.4, BPFI will be Nb X 0.6.
4) The amplitude of the signal doesn’t indicate the severity of the bearing fault, but more importantly the frequency of the defect.
The BDF frequencies generated in the ESA spectrum are generally the same frequencies as in the mechanical spectrum. However, the frequencies most often appear earlier in the ESA spectrum than the mechanical spectrum. This occurs since even very small changes in the motor’s rotor position can cause a change in the motor’s current. These same small changes of rotor position may not cause the bearing support system to vibrate. This vibration is a requirement for a vibration measurement system to detect this condition.
When signals appear at the BDF’s or multiples 2X BDF, or 3X BDF, etc. the bearing is now an early stage 3 defect.
In stage 3, as the defect continues to deteriorate, the amplitude of the defect frequencies will begin to modulate or truncate. This will cause the spectrum to develop sidebands around the BDF’s or harmonics of the BDF’s
When sidebands appear around the BDF’s or a series of harmonics are present the bearing is now a late stage 3 defect. It is recommended that the removal of the bearing be performed.
The rules for detecting stage 3 rolling element bearing defects using ESA are the same as for Vibration analysis. Most important to note is that they are defect frequencies and if Defect Frequencies are present, the bearing has a defect.
Stage 4: (1% – 1 revolution of remaining life)
As the defect worsens, multiple cracks, flaking holes or spalls appear. The rolling element may deform and the cage may disintegrate. In this stage most, if not all, of the bearing failure indications disappear: BDF spectral peaks, sidebands & harmonics.
However, the running speed (1X) forces will increase as the shaft has more freedom to move around inside the bearing. Additionally, the noise floor of the entire spectrum may increase since generated frequencies will no longer occur at exactly the same time interval.
When the previous frequencies disappear and the noise floor of the spectrum or the signal at 1X running speed increases it is recommended to remove the machine from service immediately, as the bearing is subject to complete failure at any time.
The role of Electrical Signature Analysis in Detecting Rolling Element Bearing Failures
Most Rolling Element Bearing Faults can be picked up in stage 2 using Electrical Signature analysis.
ESA uses magnetic flux changes in the air gap of the motor as its transducer. In many cases ESA has identified rolling element bearing faults as early as stage 2. These faults have been confirmed using Acceleration Enveloping. The frequencies in the ESA spectrum were the same as they were using Acceleration Enveloping.
ESA identifies machine faults by locating spectral peaks spaced at line frequencies (normally 50 or 60 Hz) around a center frequency. Line frequency side bands that are present in the Current Spectrum but are not present in the voltage Spectrum indicate that the fault is coming from the machine or the process.
The bearing defect frequencies spectral peaks that appear in the ESA spectrum will be the same frequencies as in the vibration spectrum. Additionally, the BDF signals will appear in the electrical spectrum at about the same time as they will in a vibration spectrum. In both cases this indicates that the bearing has achieved a stage 3 fault.
In this ESA current spectrum a stage 3 defect appears at the BPFI of 35374 with 3000 CPM (50 Hz) sidebands. It also appears at 2 X its BPFI as line frequency (50 Hz) side bands around the system 70748 CPM ≈1179.13 Hz.

The 50 Hz sidebands also had sub synchronous sidebands which indicate a late stage 3 fault.
Also note the broad bases of the spectral peaks that indicate that the measured frequency isn’t exactly the same for each sample, which is also an indication of a late stage 3 fault. This fault was verified using a Vibration Velocity measurement. The frequencies were the same in the Vibration spectrum as they were in the Electrical Current Spectrum.
Note the spectral peaks in the current spectrum on the top spectrum; those peaks are not present in the voltage spectrum below. This indicates the fault is coming from either the motor or the load.
As the defect progresses, it will appear as line frequency side bands around the BPFO or BPFI.
Conclusion
Identifying Rolling element bearing faults is a very key process in the successful operation of any plant containing rotating equipment. Electrical Signature Analysis provides plants with additional tools to quickly identify not only internal motor faults, but in addition can provide early detection of rolling element bearing failures.
Electrical Signature Analysis (Overview)
Electrical Signature Analysis (ESA) is an on-line test method where voltage and current waveforms are captured while the motor system is running and then, via a Fast Fourier Transform (FFT), a spectral analysis is done by the provided software. From this FFT, faults related to incoming power, the control circuit, the motor itself, and the driven load are detected and can then be trended for Condition Based Maintenance/Predictive Maintenance purposes.
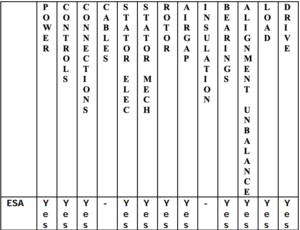
ESA testing will provide valuable information for AC induction and DC motors, generators, wound rotor motors, synchronous motors, machine tool motors, etc. Since ESA is new to many people, the chart below illustrates ESA’s evaluation of the major components within an AC induction motor system.
BIOGRAPHY
William Kruger has been involved in predictive maintenance for almost 40 years. He is a graduate of the US Navy Nuclear Power School and earned his BS degree from San Diego State University. His first introduction to predictive maintenance came from operating the vibration program onboard a SSBN submarine. He spent 10 years at San Diego Gas & Electric where he started their predictive maintenance program. He then worked as an applications engineer for the DYMAC division of Spectral Dynamics.
For the past 20 years Mr. Kruger has focused on training in the field of Predictive Maintenance. He was a senior instructor at Update International. Mr. Kruger has conducted training courses on 6 continents and is known worldwide for his practical approach to machinery analysis and his ability to present complex technical material in easily understood principles and demonstrations.
Mr. Kruger is currently the Technical Support & Training Manger for ALL-TEST Pro. He has authored several technical papers and made presentations at various meetings, including the Vibration Institute, EPRI, Canadian Pulp & Paper Expo, & International Maintenance Conference. He has held memberships in ASME, Vibration Institute, ANST, IEEE & many other professional organizations.

ATPOL III™
Comprehensively analyze power quality and electrical motor component integrity on AC/DC motors, generators, and transformers.

AT34 Hybrid Seminar — 7/20/2026
PLEASE CONTACT [email protected] AND MENTION REF#125-13888 FOR MORE INFORMATION.
Virtual Orientation — 7/17/2026
1:00pm-2:00pm EST PLEASE CONTACT [email protected] AND MENTION CASE #125-13889 FOR MORE INFORMATION. First Name * E-mail * Company Phone* Product of Interest* —Please choose an option—AT34EV™AT34™AT7™AT7™ PROFESSIONALATPOL III™MDIII™ALL-SAFE PRO®AccessoriesSoftwareTechnical Support [...]