การตรวจสอบเครื่องจักรและวิธีที่เทคโนโลยี ESA สามารถยกระดับความน่าเชื่อถือของโรงงานของคุณได้
By: William Kruger, ALL-TEST Pro
More than 300 million electric motors are used in infrastructure, large buildings, and industries worldwide. These motors account for approximately two-thirds of industrial energy consumption. Electricity is required in almost every area of a plant to power the equipment that produces the products or provides the services the plant’s equipment is built to perform. Electricity is a unique product that relies on a continuous flow; it cannot be easily stored and is not typically inspected before use. Most people assume electrical reliability ends with the successful delivery of power to the plant—if the lights come on or the motor starts when a switch is flipped or a button is pressed, the electricity is reliable. However, in many cases, the quality of power supplied to the motor system can be the cause of failures or malfunctions. The results of poor “power quality” often accumulate over the long term and are frequently overlooked as the source or cause of problems. Knowing the quality of incoming power, as well as the mechanical and electrical condition of the motors and drives, is crucial for all plants to maintain uptime and save money. This means plants implement testing, condition checks, or predictive maintenance programs. PdM offers many testing tools that provide measurements, graphs, and reports that offer warnings and alerts rather than just answers about the condition of your motors. ESA technology provides answers related to the health of your motors, drives, and electrical systems, offering quick and reliable responses while the equipment is running.
Motor Vibration Analysis (MCA) provides reliable assessment of the health of motor winding systems and grounding insulation in a power-free state. Some machines operate continuously. To evaluate this equipment, the industry utilizes predictive maintenance programs in plants to identify equipment faults before they result in costly shutdowns or serious failures. Therefore, technology capable of testing equipment while it’s running is essential. PdM technologies such as Machine Vibration Analysis (MVA), thermography, and ultrasound provide valuable data for identifying specific faults in plant distributions or rotating equipment while it’s actively operating.
อย่างไรก็ตาม ไม่ใช่ว่าโปรแกรม PdM ทั้งหมดจะเหมือนกัน และโปรแกรมที่มีประสิทธิภาพสูงสุดจะรับรู้ถึงความต้องการของเทคโนโลยีที่หลากหลาย โปรแกรมการบำรุงรักษาเชิงคาดการณ์ที่มีประสิทธิผลสูงสุดมีสามขั้นตอนคือ 1) การตรวจจับ 2) การวิเคราะห์และ 3) การแก้ไข
ระยะการตรวจจับการบำรุงรักษาเชิงคาดการณ์:
1) สแกนเครื่องให้ได้มากที่สุดโดยเร็วที่สุด
2) ระบุปัญหาที่อาจเกิดขึ้นให้ได้มากที่สุด
3) ให้การวินิจฉัยให้ได้มากที่สุด
ขั้นตอนการวิเคราะห์เป็นไปตามขั้นตอนการตรวจจับ โดยระบุอุปกรณ์ที่แสดงถึงความเสื่อมโทรมด้านสุขภาพ ขั้นตอนนี้อาจต้องมีการทดสอบโดยละเอียดเพิ่มเติมโดยใช้เทคโนโลยีเดียวกันหรือในบางกรณีเทคโนโลยีอื่น ๆ เพื่อพิจารณาว่าสภาพภายในเครื่องเปลี่ยนแปลงไปหรือเกิดข้อผิดพลาดอะไรขึ้น ในเทคโนโลยีบางอย่าง กระบวนการตรวจจับเบื้องต้นอาจเป็นข้อบ่งชี้ถึงสาเหตุของความผิดปกติได้ ดังนั้นจึงมีเส้นแบ่งระหว่างการตรวจจับและการวิเคราะห์ ซึ่งเป็นเทคโนโลยี PdM ที่เหมาะสมที่สุดเสมอ
ขั้นตอนการแก้ไขจะสร้างแผนปฏิบัติการสำหรับข้อบกพร่องที่ระบุ เช่น หากความผิดไม่สมดุล สามารถแก้ไขได้ในภาคสนามหรือจำเป็นต้องสมดุลในร้านค้า หากตรวจพบข้อบกพร่องของตลับลูกปืน การดำเนินการอาจเป็นเพียงลดช่วงเวลาการตรวจสอบจนกระทั่งสามารถปิดเครื่องได้ในเชิงเศรษฐกิจตามที่อนุญาตหรือปิดเครื่องทันที ขึ้นอยู่กับปัจจัยหลายประการ รวมถึงต้นทุนของความล้มเหลวและการสูญเสียการผลิต
เครื่องมือบำรุงรักษาเชิงคาดการณ์ทั่วไป
การวิเคราะห์การสั่นสะเทือนของเครื่องจักร – การสั่นสะเทือนเป็นหนึ่งในเทคโนโลยีที่ใช้บ่อยที่สุดในอุปกรณ์หมุน ตามคำนิยาม การสั่นสะเทือนคือการเคลื่อนไหวไปมาเป็นระยะๆ หรือขึ้นและลงเกี่ยวกับจุดพัก การสั่นสะเทือนสามารถตรวจจับและระบุข้อผิดพลาดทางกลและกระบวนการได้หลากหลาย
ข้อผิดพลาดทั่วไปที่ระบุโดย MVA:
ความไม่สมดุลทางกล
แนวที่ไม่ตรง – รวมถึงเท้าที่อ่อนนุ่ม
โรเตอร์ประหลาด
เพลางอ
การหลวมของเพลาแตก
ระหว่างส่วนประกอบที่ไม่หมุน
ระหว่างส่วนประกอบที่หมุนและไม่หมุน
ส่วนประกอบที่หมุนหลวม
ปัญหาการผ่านของใบมีดและใบพัด
ปัญหากล่องเกียร์
ข้อบกพร่องของตลับลูกปืนกลิ้งองค์ประกอบ
โรเตอร์ถู
ปัญหากระบวนการ:
การเกิดโพรงอากาศ
ปัญหาการไหลหรืออากาศพลศาสตร์
ปัญหาเกี่ยวกับมอเตอร์เหนี่ยวนำกระแสสลับ:
ปัญหาเกี่ยวกับโรเตอร์: แท่งโรเตอร์หัก, โรเตอร์เยื้องศูนย์ (ไดนามิกเยื้องศูนย์), โรเตอร์ที่ไวต่อความร้อน
ปัญหาเกี่ยวกับสเตเตอร์: ช่องว่างอากาศไม่เท่ากัน (ความเยื้องศูนย์กลางของสถิต) ฐานที่อ่อนนุ่ม ขดลวดหลวม หรือเหล็กสเตเตอร์
ปัญหาเกี่ยวกับตัวควบคุมมอเตอร์:
ข้อผิดพลาดจำกัดบางประการบนคอนโทรลเลอร์ VFD
ข้อผิดพลาดจำกัดบางประการในตัวควบคุมมอเตอร์กระแสตรง
ข้อดี การวัดแบบไม่รุกราน ง่ายต่อการรับข้อมูลการทดสอบ ใช้กันอย่างแพร่หลายและเป็นที่ยอมรับ ข้อเสีย ไม่ได้บ่งชี้ถึงสภาวะคุณภาพไฟฟ้าหรือปัญหาทางไฟฟ้าอื่นๆ โดยอาศัยกฎของนิวตัน F=mA เพื่อบ่งชี้ถึงความล้มเหลวที่เกิดขึ้น ซึ่งหมายความว่าความสามารถในการตรวจจับข้อผิดพลาดนั้นขึ้นอยู่กับมวลของเครื่องจักร เครื่องจักรขนาดใหญ่ต้องใช้แรงมากกว่า ในหลายกรณี ข้อผิดพลาดจะพลาดไปเลย โดยเฉพาะอย่างยิ่งในระยะแรกๆ ดังนั้นความรุนแรงของความผิดพลาดตามค่าที่วัดได้จึงไม่จำเป็นต้องเปรียบเทียบกันเนื่องจากมวล ตัวอย่างเช่น หากแรงเดียวกันที่สร้างขึ้นโดยความไม่สมดุลบนเครื่องจักรขนาดเล็กถูกนำไปใช้กับเครื่องจักรขนาดใหญ่ ผลลัพธ์การสั่นสะเทือนจะลดลง แต่แรงที่กระทำกับตลับลูกปืนก็จะเท่าเดิม
ข้อควรพิจารณาเพิ่มเติมเกี่ยวกับ MVA ก็คือ การสั่นสะเทือนเป็นทิศทาง และเซ็นเซอร์สั่นสะเทือนก็มีทิศทางเดียวเช่นกัน ดังนั้นจึงวัดเฉพาะการเคลื่อนไหวในทิศทางการวางแนวเท่านั้น นอกจากนี้ เซ็นเซอร์เหล่านี้จะวัดเฉพาะการเคลื่อนไหวที่ตำแหน่งหรือจุดยึดเท่านั้น ในการประเมินการเคลื่อนไหวในทุกทิศทาง โดยปกติจะต้องมีการวัดสามครั้งในแต่ละจุด นอกจากนี้ เซ็นเซอร์บางตัวไม่ได้วัดการเคลื่อนไหวแบบเดียวกัน เซ็นเซอร์บางตัวก็วัดการเคลื่อนไหวสัมพัทธ์ในขณะที่บางตัววัดการเคลื่อนไหวสัมบูรณ์ และเซ็นเซอร์ที่แตกต่างกันก็มีช่วงความถี่ที่แตกต่างกัน การใช้เซ็นเซอร์หรือการวัดที่ไม่ถูกต้องมักส่งผลให้การประเมินสภาพของเครื่องจักรไม่ถูกต้อง
อินฟราเรด – ความร้อนเช่นเดียวกับการสั่นสะเทือนยังเป็นตัวบ่งชี้ที่ดีของปัญหาที่กำลังพัฒนาภายในระบบ และการถ่ายภาพความร้อนได้พิสูจน์แล้วว่ามีประโยชน์อย่างมากในด้านไฟฟ้าสำหรับปัญหาการเชื่อมต่อ นอกจากนี้ยังสามารถระบุปัญหาอื่นๆ ได้ด้วย เช่น ความไม่สมดุลของกระแสไฟฟ้า และจุดร้อนในพื้นที่ต่างๆ ของอุปกรณ์ที่ใช้เทคโนโลยีนี้ แต่โดยปกติแล้วเมื่อถึงเวลาที่เกิดความร้อนเพียงพอ ความผิดปกติโดยทั่วไปจะได้รับการพัฒนาอย่างดี และในบางกรณี อุณหภูมิอาจ ลดลงจริงเมื่อความผิดดำเนินไป ข้อดีของการถ่ายภาพความร้อนคือไม่รบกวนและวัดค่าได้ง่าย ข้อเสีย; บางทีข้อเสียที่ใหญ่ที่สุดก็คือระยะการมองเห็น เพื่อระบุข้อผิดพลาด กล้องจะต้องสามารถมองเห็นพื้นที่ได้ ซึ่งบ่อยครั้งข้อผิดพลาดนั้นอาจซ่อนอยู่หลังแผง ใต้ฝาครอบข้อต่อ ภายในตู้หรือท่อร้อยสาย นอกจากนี้ การถ่ายภาพด้วยความร้อนยังมีความสามารถในการวินิจฉัยที่จำกัดมาก เมื่ออุณหภูมิเพิ่มขึ้น อาจมีหลายสาเหตุ จำเป็นต้องมีการทดสอบเพิ่มเติม เทคโนโลยี และอาจต้องมีการตรวจสอบเพื่อตรวจสอบหรือตรวจสอบสาเหตุ
อัลตราซาวด์ – ได้รับการยอมรับว่าเป็นเทคโนโลยี PdM ที่มีประโยชน์มาก เครื่องมืออัลตราโซนิกจะตรวจจับอัลตราซาวนด์ในอากาศและที่มีโครงสร้างซึ่งหูของมนุษย์ไม่ได้ยินและจะปรับเปลี่ยนช่วงการได้ยินด้วยระบบอิเล็กทรอนิกส์ สัญญาณที่เปลี่ยนแปลงเหล่านี้สามารถตรวจสอบได้โดยใช้หูฟังหรือดูบนจอแสดงผลเป็นการแสดงรูปแบบคลื่นเวลาหรือ FFT ช่วยให้ช่างเทคนิคที่ได้รับการฝึกอบรมสามารถระบุระยะเริ่มต้นของข้อบกพร่องของแบริ่งองค์ประกอบลูกกลิ้งในอุปกรณ์ที่กำลังหมุน การรั่วไหลของอากาศในระบบอากาศ การปล่อยโคโรนาบนตัวนำไฟฟ้าแรงสูง หรือการติดตามในระบบไฟฟ้า ข้อดีของอัลตราโซนิกคือไม่รบกวน ดำเนินการในขณะที่อุปกรณ์กำลังทำงาน ค่อนข้างง่ายในการดำเนินการ ข้อเสีย การตรวจจับปัญหาที่จำกัด Ultra Sonics ระบุข้อผิดพลาดได้เพียงเล็กน้อยเท่านั้น และผลลัพธ์มักขึ้นอยู่กับอัตนัยและขึ้นอยู่กับประสบการณ์ของช่างเทคนิค
ไม่มีเทคโนโลยีใดที่ใช้กันทั่วไปเหล่านี้สามารถบ่งชี้ถึงระบบมอเตอร์ทั้งหมดโดยเริ่มต้นจากกำลังที่เข้ามาจนถึงกระบวนการเอง ในบางกรณี ข้อบ่งชี้เดียวที่บ่งบอกว่าระบบมอเตอร์เสื่อมประสิทธิภาพก็คือมอเตอร์กำลังร้อนหรืออาจสะดุด
โรงงานตระหนักได้อย่างรวดเร็วถึงข้อดีของการใช้การวิเคราะห์ลายเซ็นไฟฟ้าเป็นองค์ประกอบสำคัญของโปรแกรม PdM พวกเขาเริ่มเข้าใจว่า ESA ไม่ใช่เทคนิคการวัดแบบพิเศษที่ใช้ในการระบุความผิดปกติทางไฟฟ้าที่คลุมเครือ หายากมาก หรือยาก แต่อาจเป็นเทคโนโลยี PdM ที่มีประโยชน์และครอบคลุมที่สุดที่มีอยู่
การใช้ ESA เป็นเทคโนโลยี PdM เริ่มต้นจากเครื่องมือนี้ มือถือ ATPOL II, รูปที่ 1; ดำเนินการบันทึกข้อมูล 50 วินาทีที่ตัวควบคุมมอเตอร์เพื่อวัดสภาพของระบบมอเตอร์ทั้งหมด เครื่องมือแบบพกพา น้ำหนักเบา นี้ดำเนินการและจัดเก็บการจับแรงดันไฟฟ้าและกระแสทั้งสามเฟสพร้อมกันสำหรับการวิเคราะห์คุณภาพไฟฟ้า และการจับแบบเรียลไทม์ 50 มิลลิวินาทีของรูปคลื่นเวลาแรงดันไฟฟ้าและกระแสทั้งสามเฟสสำหรับการตรวจสอบข้อมูลที่สำคัญมากเหล่านี้ด้วยภาพ

รูปที่ 1 ATPOL II
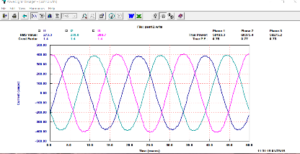
รูปที่ 2 50 MSEC 3 เฟส รูปคลื่นกระแสสด
รูปที่ 2;. นอกจากนี้ ESA ยังดำเนินการแปลงอนาล็อกเป็นดิจิทัลภายในของแรงดันไฟฟ้าและรูปคลื่นเวลาปัจจุบันของอุปกรณ์ไฟฟ้า ซึ่งจัดเก็บไว้สำหรับการอัปโหลดไปยังคอมพิวเตอร์แม่ข่าย การวิเคราะห์ลายเซ็นทางไฟฟ้า (ESA) เป็นเทคโนโลยีเรียบง่ายที่มีประสิทธิภาพที่ได้รับการพิสูจน์แล้วในภาคสนาม ซึ่งจะตรวจสอบคุณภาพกำลังที่มาถึงมอเตอร์ตลอดจนความสมบูรณ์ของมอเตอร์และระบบขับเคลื่อน
ข้อมูลที่จับและจัดเก็บทั้งหมดสามารถอัปโหลดไปยังคอมพิวเตอร์โฮสต์ได้โดยใช้การเชื่อมต่อ Bluetooth ไร้สาย การ์ด SD ขนาด 2Gbyte หรือสายเคเบิลอนุกรม โปรแกรมซอฟต์แวร์ Power System Manager (PSM) และ ESA ที่ให้มาจะให้กราฟ ตาราง การวิเคราะห์ และรายงานที่จำเป็นต่อการจัดหาเครื่องมือ PdM ที่ทรงพลังอย่างยิ่ง ซึ่งให้การวิเคราะห์ระบบมอเตอร์ทั้งหมดอย่างละเอียดถี่ถ้วน
กระแสไฟฟ้าของมอเตอร์ทำหน้าที่เป็นทรานสดิวเซอร์ที่มีประสิทธิภาพและประสิทธิผลสูง ปราศจากข้อจำกัดที่เกี่ยวข้องกับเซ็นเซอร์สั่นสะเทือน แรงเป็นรอบหรือการหยุดชะงักภายในระบบมอเตอร์จะทำให้กระแสของมอเตอร์ปรับตามความถี่ของแรงหรือการหยุดชะงัก ความผิดปกติที่เกิดขึ้นในกระแสไฟฟ้าของมอเตอร์นั้นเกิดขึ้นที่ปลายน้ำของตัวควบคุมมอเตอร์ ในขณะที่ความผิดปกติของแรงดันไฟฟ้านั้นมาจากพลังงานที่เข้ามา ด้วยการระบุความแตกต่างใดๆ ในข้อมูลแรงดันและกระแส สาเหตุของความผิดปกติสามารถแยกระหว่างกำลังขาเข้า (ต้นน้ำของตัวควบคุม) หรือเกี่ยวข้องกับมอเตอร์ เครื่องจักรที่ขับเคลื่อน หรือกระบวนการ (ปลายน้ำของตัวควบคุม) ESA ประเมินความสมบูรณ์ของระบบมอเตอร์ทั้งหมดในขณะที่เครื่องจักรทำงานที่โหลดใดๆ โดยใช้เวลาน้อยกว่าที่จำเป็นในการวัดการสั่นสะเทือนของตลับลูกปืนตัวเดียวโดยใช้การสั่นสะเทือนของเครื่องจักร
ซอฟต์แวร์การวิเคราะห์ ESA อันทรงพลังดำเนินการ FFT บนรูปคลื่นดิจิทัลที่อัปโหลด และแปลข้อมูลนี้ลงในเครื่องมือ กราฟ และจอแสดงผลที่จำเป็นสำหรับการวิเคราะห์เชิงลึกของระบบมอเตอร์ทั้งหมด การวิเคราะห์นี้จะระบุข้อผิดพลาด การรบกวน หรือความผิดปกติที่เริ่มต้นจากกำลังขาเข้า (ข้อมูลแรงดันไฟฟ้า) ผ่านอุปกรณ์ไฟฟ้า เครื่องจักรที่ขับเคลื่อน และตัวกระบวนการเอง อัลกอริธึมที่เป็นกรรมสิทธิ์จะนำไปใช้กับข้อมูลที่แปลนี้และระบุข้อผิดพลาด ข้อบกพร่องหลายอย่างซึ่งก่อนหน้านี้ตรวจพบได้ยากสามารถระบุได้อย่างง่ายดายโดยใช้คุณสมบัติการวิเคราะห์อัตโนมัติ ด้วยการป้อนรายละเอียดเครื่องจักรเฉพาะซึ่งสามารถเข้าถึงได้ง่ายจากป้ายชื่อมอเตอร์ ESA จะสร้างการประเมินระบบมอเตอร์ทั้งหมดได้อย่างสมบูรณ์ ซอฟต์แวร์จะป้อนข้อมูลต่างๆ เช่น ความเร็วมอเตอร์ แรงดันไฟฟ้า กระแสโหลดเต็ม และพิกัดกำลัง ซึ่งจะสร้างรายงานการวิเคราะห์ที่เข้าใจง่าย สำหรับการวิเคราะห์โดยละเอียดเพิ่มเติม ข้อมูลเพิ่มเติมซึ่งรวมถึงจำนวนแท่งโรเตอร์และช่องสเตเตอร์ให้การวินิจฉัยเพิ่มเติมเกี่ยวกับสภาพภายในของมอเตอร์ ความผิดปกติ เช่น ความเยื้องศูนย์แบบคงที่และไดนามิก ได้รับการยืนยันอย่างรวดเร็วโดยใช้เครื่องหมายที่เกี่ยวข้องกับข้อบกพร่อง (รูปที่ 3)
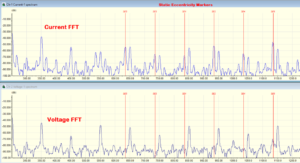
รูปที่ 3 เครื่องหมายแสดงข้อผิดพลาด
สามารถตรวจพบข้อผิดพลาดทางกลไกได้โดยอัตโนมัติเพียงป้อนข้อมูลเครื่องจักรเพิ่มเติม เช่น หมายเลขตลับลูกปืน เส้นรอบวงของสายพาน และขนาดรอก จำนวนใบพัดหรือใบพัดบนใบพัด หรือจำนวนฟันบนเฟือง ในซอฟต์แวร์วิเคราะห์ ESA แรงที่สร้างขึ้นจากข้อบกพร่องของแบริ่งองค์ประกอบลูกกลิ้ง ตาข่ายเฟือง ใบพัดลม การผ่านใบพัดปั๊ม หรือปัญหาของสายพาน สามารถระบุได้อย่างง่ายดายโดยการคำนวณแรงที่เกิดขึ้นเมื่อเกิดข้อผิดพลาดใดๆ เหล่านี้ . มีการแทรกเครื่องหมายที่จดจำได้ง่ายลงในจอแสดงผลเพื่อเน้นจุดสูงสุดของสเปกตรัมที่ระบุแรงเหล่านี้ เพื่อวิเคราะห์เครื่องจักรที่ขับเคลื่อนอย่างรวดเร็วและแม่นยำ ข้อผิดพลาดทั้งหมดที่ตรวจพบโดย MVA ยังสามารถตรวจพบได้โดยใช้ ESA
ESA ใช้เปอร์เซ็นต์ของการหยุดชะงักของกระแสหรือแรงดันไฟฟ้าที่สัมพันธ์กับแรงดันไฟฟ้าที่จ่ายหรือกระแสของมอเตอร์เพื่อระบุข้อผิดพลาด ซึ่งจะช่วยให้ตรวจพบข้อผิดพลาดได้เร็วกว่าด้วย ESA เนื่องจากการตอบสนองต่อแรงนี้ไม่ได้รับผลกระทบจากมวลของเครื่องจักรหรือถูกจำกัดโดย ปัญหาการตอบสนองความถี่ที่เกี่ยวข้องกับเซ็นเซอร์สั่นสะเทือน
นอกจากการระบุข้อผิดพลาดและความผิดปกติแล้ว ยังสามารถใช้สูตรทางไฟฟ้ามาตรฐานเพื่อประเมินผลกระทบด้านพลังงานที่ไม่พึงประสงค์ที่เกิดจากข้อบกพร่องเหล่านี้ได้อย่างรวดเร็ว
กรณีศึกษา: เพื่อเน้นย้ำถึงพลังของ ESA ให้ทบทวนการวิเคราะห์อย่างรวดเร็วที่ดำเนินการกับมอเตอร์ไฟฟ้ากระแสสลับสามเฟสขนาด 700 แรงม้าที่ขับเคลื่อนปั๊มแนวตั้งในโรงงานน้ำ มอเตอร์ทำงานร้อนเมื่อสัมผัส และผลจากการทดสอบการสั่นสะเทือนของเครื่องจักรที่เพิ่งดำเนินการแสดงให้เห็นว่าระดับการสั่นสะเทือนโดยรวมต่ำมากและถือว่าทำงานได้อย่างราบรื่น การวิเคราะห์การสั่นสะเทือนให้คำแนะนำระบบมอเตอร์ว่า “ไม่จำเป็นต้องบำรุงรักษา” มีการทดสอบเพิ่มเติมหลายครั้งในช่วงสองสามเดือนข้างหน้า แต่ยังคงมีคำถามเกี่ยวกับสาเหตุของปัญหา จากนั้นจึงตัดสินใจว่าจะทำ ESA ของมอเตอร์เป้าหมาย โดยทำการทดสอบ ESA 2 – 50 วินาทีพร้อมกันกับการทดสอบการสั่นสะเทือนของเครื่องจักร
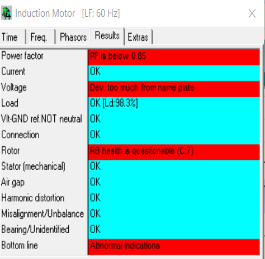
รูปที่ 4 รายงานการวิเคราะห์อัตโนมัติ
A complete ESA analysis (see Figure 4) was performed, and a report was generated while vibration data was still being collected. Two weeks later, the vibration report indicated that the vertical pump did not require maintenance. The automatically generated ESA report was completed immediately, identifying several damaged rotor bars (Figure 5). The automatic grading system indicated severity level C:7 out of 7 and recommended immediate repair. The motor current was observed operating under overload conditions.
![]()
Figure 5. Rotor health report.
Time tracking of the motor current indicates that the modulated motor current of 50 amps ranges from 775 to 825 amps (Figure 6). The motor speed also operates at 15 RPM below the label. Applying the Joules law from the bottom of the fault, the motor is modulated to 55 hp (Figure 6). The FFT shows that the modulation frequency is at the through-pole frequency, which is a significant problem for the rotor indicator band.
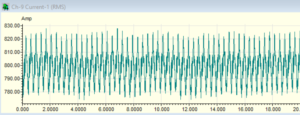
Figure 6. RMS current monitoring before repair.
Jules’ Law for 3-phase power, measured in watts: Power = Voltage (V) x Current (I) P = V x I x 1.73
Inspection revealed that more than 30% of the rotor rods were damaged. The motor was therefore sent to the manufacturer for rotor rebuilding and rotor rod replacement. After repair, the motor current remained within the normal range, decreasing from 800 amps to 757 amps without adjustment. The motor speed was within the expected range, and the motor operated at normal operating temperature (Figure 7).
Although prior vibration data indicated the motor was in good condition before repair, the overall vibration level was reduced by more than 50% after the repair.
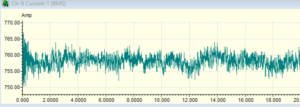
Figure 7. RMS current monitoring after repair.
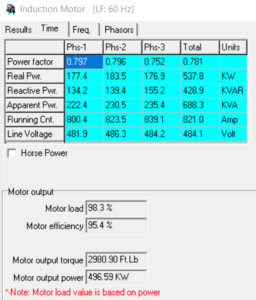
Figure 8. Power Quality Table.
In summary: Because ESA uses motor voltage and current as transducers to determine the electrical and mechanical properties of electrical equipment, it has quickly gained recognition as an ideal tool for detecting both electrical and mechanical faults necessary for predictive maintenance of any type of electrical equipment. This means it can test motors, generators, or transformers. ESA also provides the capability to analyze complex faults or malfunctions within power distribution systems. This powerful tool can be used with all types of AC motors, but not any electrical equipment, to indicate the integrity of the entire electrical system. All the data needed to compile a complete motor system assessment takes less than a minute, resulting in a complete power quality table (Figure 8) that defines the conditions of input power, motor load, and motor efficiency. Waveform capture allows the analyst to identify insulation breakdowns or loose connections anywhere in the electrical system, key to accurately analyzing electrical and mechanical faults on rotating equipment. Typically, using ESA, the actual motor speed can be calculated from the recorded data at 1 RPM. As with all other PdM technologies, as more users adopt newer technologies, more applications, techniques, and capabilities are discovered. Because this is a relatively new technology, new capabilities are being developed.

AT34™
วิเคราะห์และแนวโน้มความสมบูรณ์ของส่วนประกอบมอเตอร์สำหรับความผิดปกติของกราวด์ ความผิดปกติของขดลวดภายใน การเชื่อมต่อแบบเปิด และการปนเปื้อน – ทั้งหมดนี้ทำได้ด้วยอุปกรณ์มือถือเครื่องเดียว

