预测性维护计划:实施 ESA
Why do we need predictive maintenance?
Studies have shown that preventative maintenance (PM) programs are effective for only 11% of failures related to machine aging. This means that approximately 89% of machine failures occur randomly, and time-based maintenance programs are ineffective against these random types of failures.
Multiple technologies
There are many different fault diagnosis techniques, but the most successful projects employ a variety of techniques to provide the most information, thereby maximizing the detection of machines experiencing problems. The most common PdM techniques include Mechanical Vibration Analysis (MVA), infrared thermography, ultrasonic testing, oil analysis, Motor Circuit Analysis (MCA), and Electrical Characteristic Analysis (ESA). A common characteristic of the most successful PdM techniques is their ease of implementation and provision of non-destructive, repeatable measurements. However, regardless of the technique used, the most successful programs recognize that successful predictive maintenance programs have three phases:
1. Detection
2. Analysis
3. Correction. Below is a brief review of the three phases of a successful project management plan.
Operation until failure: preventative, predictive, proactive
Testing phase
The detection phase is the most critical phase and the foundation of most successful PdM programs. The main purpose of the detection phase is to identify “bad” machines or conditions that may lead to future machine failures. A “bad” machine is one whose condition is deteriorating.
Analysis phase
The primary objective of the analysis phase is to accurately determine the machine’s condition, or more comprehensively, the reasons for changes in that condition. The analysis phase involves acquiring more data, even different types or more in-depth data than the detection phase. This additional data may require more specialized techniques or processes. This may necessitate testing under different operating conditions or using entirely different technologies.
Correction phase
The primary objective of the corrective phase is to determine the correct operating procedure based on changes in machine condition. This includes taking necessary actions to correct and eliminate problems caused by these changes. Furthermore, the corrective phase should verify whether the corrective actions have indeed resolved the problem. Alternatively, depending on the plant’s operational status, the best approach might be to shorten the testing intervals and continue monitoring.
Machine selection
Categorizing machines by size or purpose, and selecting those that will yield the greatest return from the project’s ongoing management plan, seems obvious. Most plants employing predictive maintenance categorize their machines based on their intended use.
Key machines
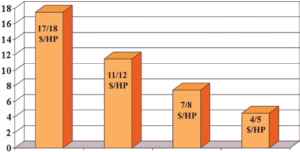
Factories that categorize machines by application define critical machines as those essential to the factory’s operation. In other words, if a machine shuts down, the entire process stops. This often results in lost production. Furthermore, products in progress may be lost. Classified by size, these machines are typically the largest in the factory, usually exceeding 300 HP (225 KW).
Semi-critical equipment (production)
Semi-critical machines are those whose downtime would result in partial production loss. While losing these machines won’t cause a complete factory shutdown, it may limit output and thus affect availability. Some of these machines may have built-in spare parts, or two or three machines may be used to operate at full capacity. These machines are medium-sized, typically ranging from 150 to 300 horsepower (110 to 225 kilowatts).
Equipment balancing (non-critical)
These machines have little impact on plant production. They are typically the smallest in a plant, ranging from 5 to 150 horsepower (3.5 to 110 kilowatts), and spare parts are readily available.

motor system
Every motor system has two sections:
1) The electrical subsystem includes the power supply entering the power plant, the power plant power distribution system, and the electrical components of the motors.
2) The mechanical subsystem includes the motor shaft and coupling, the driven machine, and the process itself.
Any malfunction in the motor system can prevent it from performing its intended function. This can lead to reduced or lost production, excessive maintenance or operating costs. Both subsystems directly affect electrical or mechanical reliability.
Electrical reliability
Electricity is one of the most important raw materials used in industry today. We need not only a continuous supply of power, but also clean and balanced power. However, this vital commodity is also one of the least inspected raw materials supplied to factories.
Almost all areas of a factory require electricity to power the equipment that produces products or to provide the services that the factory equipment needs to provide. Electricity itself is a unique product because it needs to flow continuously, cannot be easily stored, and is usually not checked before use.
Most people believe that the ultimate goal of power reliability is the successful delivery of electricity to power plants. However, in many cases, the quality of power supply to the electrical system can be the cause of failures or malfunctions. The consequences of poor “power quality” are often long-term and are frequently overlooked as the root cause or contributing factor to problems.
Typically, power generation sites are far from consumption sites, the reliability of the original generating equipment is unknown, and it is integrated with many other generating devices in the power grid. Many power plants are small and privately owned. Before reaching the power plant, electricity is transmitted through multiple different transformers and miles of overhead and underground cables. Many of these distribution systems are owned, managed, and maintained by multiple different entities. Once substandard or “inferior” electricity enters the grid, users cannot remove or refuse it.
Standardization and regulation of power quality are underway. Many states have their own specific standards and regulations. However, power generation does not stop at the borders of the state where it is generated.
Mechanical reliability
Mechanical reliability has long been a concern for maintenance departments, and considerable progress has been made by understanding the importance and benefits of improving mechanical balance and calibrating tolerances. Mechanical vibration analysis (MVA) can measure and determine the balance and alignment of a machine. In many cases, machines exhibiting unacceptable vibration levels are taken out of service, and faults such as imbalance, misalignment, soft feet, and mechanical looseness can be corrected before mechanical failure occurs. While MVA has proven highly effective in identifying mechanical faults in motors or driven machines, it has proven ineffective in detecting the power supply conditions or quality of motors.
MVA also has other limitations. First, it relies on measuring the movement of machine bearings or bearing housings to identify emerging faults. Most faults generate insufficient force in their early stages to cause measurable movement. Second, MVA typically cannot detect faults occurring far from the bearing location. It is generally impossible to detect faults in overhead fans or vertical pumps using MVA. To identify faults in the entire motor system, multiple measurements at each bearing location are required. Machine investigations typically take 7 to 10 minutes.
If the motor burns out or the circuit breaker trips, technicians will perform electrical and mechanical checks on the motor and drive mechanism. The motor will then be rebuilt or replaced, and this process will be repeated. Faults caused by electrical problems such as harmonic distortion, voltage imbalance, or any other electrical faults cannot be detected using an MVA.
Electrical Characteristic Analysis
Electrical Characteristic Analysis (ESA) is a PdM (Power Determination) technique that uses the motor’s operating voltage to identify existing and emerging faults throughout the motor system. These measurements act like sensors; any disturbance in the motor system will cause changes or modulations in the motor’s supply current. By analyzing these modulations, the source of these motion system disturbances can be determined.
When the machine is in normal operation, the ESA measures all three-phase currents and voltages on the motor controller. The ESA simultaneously captures the voltage and current of all three phases, providing a comprehensive display of the input power quality and motor power. It can calculate motor efficiency and power factor. The ESA also performs Fast Fourier Transform (FFT) on the voltage and current waveforms.

The testing phase is the most critical phase and the foundation of most successful PdM programs.
ESA has proven to be a highly effective technique for detecting faults anywhere in the motor system during PdM (Power Management) processes. Through FFT (Functional Weighted Analysis), ESA can identify all mechanical faults found in the motor, drive mechanism, and process itself within the MVA (Mechanical Automation System). It also provides enhanced diagnostic capabilities for identifying and analyzing emerging electrical faults within the motor’s electrical subsystems. Furthermore, it enables comprehensive power analysis to pinpoint any power issues that could lead to premature failure of the motor system’s electrical subsystems.
The automated analysis performed during ESA is far more accurate than MVA because it precisely determines the operating speed by measuring motor voltage and current. The accuracy is typically within one to two RPMs. Furthermore, ESA uses motor current as a sensor; even minute changes in any part of the motor system will cause adjustments in the motor current. This increased sensitivity helps to detect faults occurring anywhere in the motor system early. ESA has successfully detected faults such as loose bearing housings in vertical pumps, overhead fans, and belt-driven machines.
Abstract: Successful implementation of a production process control plan requires a thorough understanding of the production process control flow and effective utilization of well-trained production process control personnel and specialized equipment, which is typically expensive. Reliability engineers agree on the need for early detection of emerging faults, a requirement precisely met by the European Space Agency (ESA). As a detection tool, the ESA can typically identify most mechanical faults in motor systems.
summary
To successfully implement a production process control plan, it is essential to have a thorough understanding of the production process control flow and to effectively utilize well-trained production process control personnel and specialized equipment, which is typically expensive. Reliability engineers agree on the need to detect emerging faults as early as possible, and the European Space Agency (ESA) fulfills this requirement. As a detection tool, ESA can typically identify most mechanical faults in motor systems before mechanical methods such as Mechanical Vibration Analysis (MVA). Furthermore, ESA can accurately identify electrical problems in motor systems that MVA or other PdM technologies cannot detect. During the analysis phase, ESA can more accurately determine the system’s rotational speed and more precisely identify mechanical and electrical faults that reduce equipment availability and uptime.





