Program Pemeliharaan Prediktif: Menerapkan ESA
Mengapa Pemeliharaan Prediktif?
Predictive Maintenance (PdM) dihasilkan dari studi yang menentukan bahwa program Preventive Maintenance (PM) hanya efektif untuk 11 persen kegagalan mesin yang terkait dengan usia. Ini berarti sekitar 89 persen kegagalan alat berat bersifat acak dan program pemeliharaan berbasis waktu tidak efektif untuk jenis kegagalan acak ini.
Beberapa Teknologi
Ada banyak teknologi PdM yang berbeda, tetapi program yang paling sukses menggunakan beberapa teknologi untuk memberikan informasi yang paling banyak dan sebagai akibatnya, probabilitas tertinggi untuk mengidentifikasi mesin dengan masalah yang berkembang. Beberapa teknologi PdM yang paling umum adalah analisis getaran mesin (MVA), termografi inframerah, ultrasonik, analisis oli, analisis sirkuit motor (MCA), dan analisis tanda tangan listrik (ESA). Karakteristik umum di antara teknologi PdM yang paling sukses adalah mudah dilakukan dan memberikan pengukuran yang tidak merusak dan dapat diulang. Namun, terlepas dari teknologi yang digunakan, program yang paling sukses mengakui bahwa ada tiga fase dalam program pemeliharaan prediktif yang sukses:
1. Deteksi
2. Analisis
3. Koreksi. Berikut ini adalah tinjauan singkat tentang tiga fase program PdM yang sukses.
Jalankan sampai Gagal Preventif Prediktif Proaktif
Fase Deteksi
Fase deteksi adalah fase yang paling penting dan merupakan dasar dari sebagian besar program PdM yang sukses. Tujuan utama dari fase deteksi adalah untuk mengidentifikasi mesin yang “buruk” atau kondisi yang dapat menyebabkan kegagalan mesin di masa mendatang. Mesin “buruk” adalah mesin yang kondisinya memburuk.
Tahap Analisis
Menentukan kondisi mesin secara akurat atau lebih lengkapnya menentukan penyebab perubahan kondisi mesin adalah tujuan utama dari fase analisis. Fase analisis melibatkan pengambilan data tambahan atau bahkan mungkin jenis data yang berbeda atau lebih mendalam daripada fase deteksi. Data tambahan ini mungkin memerlukan teknik atau teknologi yang lebih khusus. Ini mungkin memerlukan pengujian pada kondisi pengoperasian yang berbeda atau menggunakan teknologi yang sama sekali berbeda.
Fase Koreksi
Tujuan utama dari fase koreksi adalah untuk menentukan tindakan yang tepat berdasarkan perubahan kondisi mesin. Hal ini melibatkan pengambilan tindakan yang diperlukan untuk memperbaiki dan menghilangkan masalah yang dipicu oleh perubahan kondisi mesin. Selain itu, fase koreksi harus memverifikasi bahwa tindakan korektif benar-benar memperbaiki masalah. Sebagai alternatif, operasi pabrik dapat menentukan bahwa tindakan terbaik adalah melanjutkan pemantauan dengan interval pengujian yang lebih singkat.
Pemilihan Mesin
Memilih mesin yang akan memberikan pengembalian terbesar dari program PdM tampak jelas dengan mengklasifikasikan mesin berdasarkan ukuran atau aplikasi. Sebagian besar pabrik yang telah menerapkan pemeliharaan prediktif mengklasifikasikan mesin berdasarkan aplikasinya.
Mesin Kritis
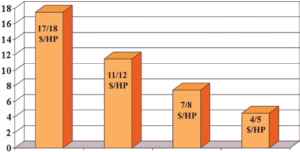
Pabrik yang mengklasifikasikan mesin berdasarkan aplikasi mendefinisikan mesin kritis sebagai mesin yang sangat penting bagi operasi pabrik. Dengan kata lain, jika mesin mati, seluruh proses akan berhenti. Hal ini, dalam banyak kasus, mengakibatkan hilangnya produksi. Selain itu, produk yang sedang dalam proses juga dapat hilang. Jika diklasifikasikan berdasarkan ukurannya, mesin-mesin ini sering kali merupakan yang terbesar di pabrik, biasanya lebih besar dari 300 HP (225 KW).
Mesin Semi Kritis (Produksi)
Mesin semi-kritis didefinisikan sebagai mesin yang jika dimatikan, akan menyebabkan hilangnya sebagian produksi. Kehilangan mesin-mesin ini, meskipun tidak menyebabkan penghentian pabrik secara total, dapat membatasi produksi dan oleh karena itu ketersediaannya. Beberapa mesin ini mungkin memiliki suku cadang bawaan atau menggunakan dua atau tiga mesin untuk beroperasi pada kapasitas unit penuh. Mesin-mesin ini berukuran sedang, biasanya 150 hingga 300 HP (110 hingga 225 KW).
Neraca Mesin Pabrik (Non-kritis)
Mesin-mesin ini hanya memiliki sedikit atau bahkan tidak berpengaruh pada produksi pabrik. Mesin-mesin ini biasanya merupakan yang terkecil di pabrik, biasanya 5 hingga 150 HP (3½ hingga 110 KW) dan suku cadangnya sudah tersedia.

Sistem Motor
Setiap sistem motor memiliki dua subbagian:
1) Subsistem kelistrikan terdiri dari daya yang masuk ke pabrik, sistem distribusi pabrik, dan bagian kelistrikan motor.
2) Subsistem mekanis terdiri dari poros motor dan kopling, mesin yang digerakkan, dan proses itu sendiri.
Kesalahan di mana pun dalam sistem motor dapat mencegahnya melakukan fungsi yang dimaksudkan. Hal ini dapat mengakibatkan berkurangnya atau hilangnya produksi, pemeliharaan yang berlebihan, atau biaya operasional. Kedua subsistem ini secara langsung memengaruhi keandalan listrik atau mekanik.
Keandalan Listrik
Tenaga listrik adalah salah satu bahan baku terpenting yang digunakan dalam industri saat ini. Tidak hanya harus memiliki aliran daya yang terus menerus, tetapi juga harus bersih dan seimbang. Namun, komoditas penting ini juga merupakan salah satu bahan mentah yang paling sedikit diperiksa untuk dipasok ke pabrik.
Listrik diperlukan di hampir semua area pabrik untuk menyediakan tenaga penggerak yang mengoperasikan peralatan yang menghasilkan produk atau menyediakan layanan yang dibangun untuk menjalankan peralatan pabrik. Listrik adalah produk yang unik karena membutuhkan aliran yang terus menerus, tidak dapat disimpan dengan mudah, dan biasanya tidak diperiksa sebelum digunakan.
Kebanyakan orang percaya bahwa keandalan listrik berakhir dengan keberhasilan pengiriman daya ke pembangkit. Namun dalam banyak kasus, kualitas daya yang dipasok ke sistem motor dapat menjadi penyebab kerusakan atau kegagalan. Hasil dari “kualitas daya” yang buruk biasanya bersifat jangka panjang dan sering kali diabaikan sebagai sumber atau penyebab masalah.
Daya biasanya dibangkitkan jauh dari titik penggunaan, keandalan pembangkit asli tidak diketahui dan digabungkan pada jaringan dengan banyak generator lain. Banyak pembangkit listrik yang lebih kecil dan dimiliki secara pribadi. Tenaga listrik diangkut melalui beberapa trafo yang berbeda dan bermil-mil kabel di atas dan di bawah tanah sebelum tiba di pabrik. Banyak dari sistem distribusi listrik ini dimiliki, dikelola, dan dipelihara oleh beberapa entitas yang berbeda. Setelah daya yang buruk atau “berkualitas buruk” ditempatkan pada jaringan, daya tersebut tidak dapat dihapus atau bahkan ditolak oleh pengguna.
Pekerjaan untuk menstandarisasi dan mengatur kualitas daya sedang berlangsung. Banyak negara bagian memiliki standar dan peraturan khusus mereka sendiri. Namun, daya yang dihasilkan tidak berhenti di perbatasan negara tempat daya tersebut dihasilkan.
Keandalan Mekanis
Keandalan mekanis telah lama menjadi subjek departemen pemeliharaan, dan peningkatan yang cukup besar telah dicapai dengan memahami pentingnya dan manfaat dari peningkatan toleransi penyeimbangan dan penyelarasan mesin. Kondisi keseimbangan dan keselarasan mesin diukur dan ditentukan dengan menggunakan analisis getaran mekanis (MVA). Dalam banyak kasus, alat berat yang menunjukkan tingkat getaran yang tidak dapat diterima akan dikeluarkan dari servis dan kesalahan seperti ketidakseimbangan, ketidaksejajaran, kaki yang lunak, kelonggaran mekanis, dan kesalahan lainnya akan dikoreksi sebelum terjadi kerusakan mekanis. Meskipun MVA telah terbukti sangat efektif untuk mengidentifikasi kesalahan mekanis pada motor atau mesin yang digerakkan, MVA terbukti tidak efektif dalam mendeteksi kondisi atau kualitas daya yang diterapkan ke motor.
Ada batasan tambahan dari MVA. Pertama, alat ini mengandalkan pengukuran gerakan bantalan mesin atau rumah bantalan untuk mengidentifikasi kerusakan yang terjadi. Gaya yang dihasilkan selama tahap awal sebagian besar patahan tidak cukup untuk menyebabkan pergerakan yang terukur. Kedua, gangguan yang terjadi di lokasi yang jauh dari bantalan biasanya tidak terdeteksi dengan MVA. Kesalahan pada kipas angin atau pompa vertikal biasanya tidak terdeteksi menggunakan MVA. Untuk mengidentifikasi kesalahan pada seluruh sistem motor, perlu dilakukan beberapa pengukuran di setiap lokasi bearing. Rata-rata survei mesin bervariasi dari 7 hingga 10 menit.
Jika motor terbakar atau jika pemutus arus trip, teknisi melakukan inspeksi listrik dan mekanis pada motor dan mesin yang digerakkan. Motor kemudian dibangun kembali atau diganti dan seluruh proses diulang. Gangguan yang disebabkan oleh masalah kelistrikan, seperti distorsi harmonik, ketidakseimbangan tegangan, atau gangguan kelistrikan lainnya, tidak dapat dideteksi dengan MVA.
Analisis Tanda Tangan Listrik
Analisis tanda tangan listrik (ESA ) adalah teknologi PdM yang menggunakan arus operasi tegangan suplai motor untuk mengidentifikasi gangguan yang ada dan yang sedang berkembang di seluruh sistem motor. Pengukuran ini bertindak sebagai transduser dan gangguan apa pun dalam sistem motor menyebabkan arus suplai motor bervariasi atau termodulasi. Dengan menganalisis modulasi ini, dimungkinkan untuk mengidentifikasi sumber gangguan sistem motor ini.
ESA mengukur ketiga fase arus dan tegangan pada pengontrol motor saat mesin dalam kondisi operasi normal. ESA melakukan penangkapan secara simultan dari ketiga fase tegangan dan arus, melakukan indikasi lengkap dari kualitas daya yang masuk dan daya motor. Alat ini menghitung efisiensi motor dan faktor daya motor. ESA juga melakukan Fast Fourier Transform (FFT) pada bentuk gelombang tegangan dan arus.

Fase deteksi adalah fase yang paling penting dan merupakan dasar dari sebagian besar program PdM yang sukses.
ESA terbukti menjadi teknologi yang sangat efektif untuk mendeteksi kesalahan di mana saja dalam sistem motor selama proses PdM. FFT memungkinkan ESA untuk mengidentifikasi semua kesalahan mekanis yang ditemukan MVA pada motor, mesin yang digerakkan, dan proses itu sendiri. Ini juga memberikan kemampuan diagnostik yang lebih baik untuk mengidentifikasi dan menganalisis gangguan kelistrikan yang berkembang di dalam subsistem kelistrikan motor. Selain itu, alat ini melakukan analisis daya lengkap untuk mengidentifikasi masalah daya apa pun yang dapat menyebabkan kegagalan dini pada subsistem kelistrikan sistem motor.
Analisis otomatis yang dilakukan selama proses ESA bisa jauh lebih akurat daripada MVA karena pengukuran tegangan dan arus motor memungkinkan penentuan kecepatan lari yang akurat. Akurasi ini biasanya dalam satu atau dua RPM. Selain itu, ESA menggunakan arus motor sebagai transduser dan perubahan yang sangat kecil pada bagian mana pun dari sistem motor menyebabkan modulasi arus motor. Sensitivitas yang meningkat ini memungkinkan deteksi dini terhadap kerusakan yang terjadi di mana saja dalam sistem motor. ESA telah berhasil mendeteksi kesalahan pada pompa vertikal, kipas angin di atas kepala, dan rumah bantalan yang longgar pada mesin yang digerakkan oleh sabuk.
Ringkasan Keberhasilan pelaksanaan program PdM membutuhkan pemahaman yang menyeluruh mengenai proses PdM dan pemanfaatan yang efisien dari personil PdM yang terlatih serta peralatan yang khusus dan sering kali mahal. Insinyur keandalan setuju bahwa kesalahan yang berkembang harus diidentifikasi sedini mungkin dan ESA memenuhi persyaratan ini. Sebagai alat pendeteksi, ESA biasanya mengidentifikasi sebagian besar kesalahan mekanis dalam sistem motor.
Ringkasan
Keberhasilan pelaksanaan program PdM membutuhkan pemahaman yang menyeluruh tentang proses PdM dan pemanfaatan yang efisien dari personil PdM yang terlatih serta peralatan khusus yang sering kali mahal. Insinyur keandalan setuju bahwa kesalahan yang berkembang harus diidentifikasi sedini mungkin dan ESA memenuhi persyaratan ini. Sebagai alat deteksi, ESA biasanya mengidentifikasi sebagian besar gangguan mekanis pada sistem motor sebelum metode mekanis seperti analisis getaran mesin (MVA). Selain itu, ESA secara akurat mengidentifikasi masalah kelistrikan pada sistem motor yang tidak dapat diidentifikasi oleh MVA atau teknologi PdM lainnya. Pada tahap analisis, ESA menentukan kecepatan rotasi sistem secara lebih akurat dan lebih tepat mengidentifikasi gangguan mekanis dan elektris yang menyebabkan berkurangnya ketersediaan dan waktu kerja pabrik.




AT34™
Menganalisis dan membuat tren integritas komponen motor untuk gangguan arde, gangguan belitan internal, koneksi terbuka, dan kontaminasi – semuanya dengan satu perangkat genggam.

Seminar Diagnostik Motor Kelas Dunia Online – Level 1 – 12-16 Juni
Kau sudah dengar? Kami akan mengadakan Seminar Diagnostik Motor Kelas Dunia Level 1 pada tanggal 12-16 Juni. Ini akan menjadi seminar online/virtual yang dimulai setiap hari pada pukul 8 pagi […]

Prakonferensi 15-16 Juni 2023 Leon, Meksiko
Bergabunglah dengan Manajer Regional LATAM ATP, Gloria Urizar, saat ia hadir di Preconlub 2023! Detail lebih lanjut: https://www.preconlub.com/ Gloria Urizar Manajer Regional – […]