汽车厂诊断出测功机故障
illustrate
Location: Midwest Truck Transmission Manufacturing Plant; Midwest Truck Transmission Manufacturing Plant; Dynamometer Motor: 200 hp, dedicated motor and dynamometer driver, 480 volts; Affected Systems: Final Work-in-Process Inspection, 8% of Capacity Affected; Failure Cost: > $125,000 for equipment, excluding production, delivery, and manpower; Cost Savings: > $500,000 for equipment, excluding production, delivery, and manpower.
A truck transmission plant in the Midwestern United States experienced a malfunction in a specialized dynamometer system during the final testing phase of its production line. The failure damaged sensitive drive equipment worth over $125,000 during production, causing an unexpected shutdown of 8% of the final testing area.
Preliminary readings
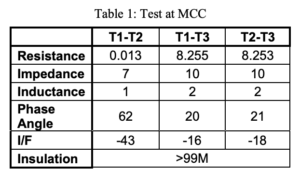
The ALL-TEST IV PRO 2000 was used to determine the cause of the fault. The initial test was conducted at the motor control center (MCC), and the results showed a serious short circuit (I/F and phase angle) and a loose connection (resistance):
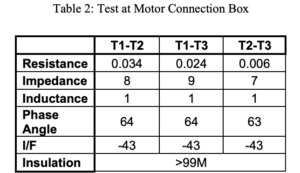
The motor was tested at the motor junction box according to standard practice, and the results were satisfactory.
This indicates the fault lies in the cable. Inspection revealed improper crimping at the connection, causing a loose connection that led to the cable insulation cracking and failing. The fault was a direct short circuit, resulting in catastrophic damage to the hard drive. Note that the cable was not grounded.
Next step
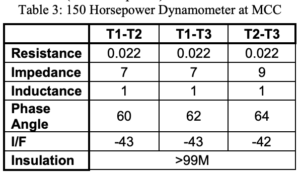
Prior to the cable failure, motor circuit analysis (MCA) had not been performed on the dynamometer system. This system was added to the factory reliability program, and several other dynamometer cables were found to be in the same condition. A short circuit was discovered in the coil of one dynamometer motor (150 hp).
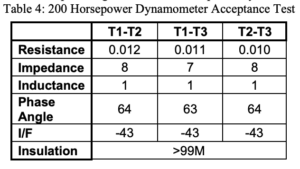
The final testing phase is crucial, therefore the reliability department has added an acceptance testing phase for all new and refurbished dynamometer motors. An example of testing a new 200 hp dynamometer motor is shown below:
Avoid costs
If the malfunction occurred in the same way as the first 200-horsepower dynamometer, early detection and correction of other faults could save at least $500,000 in equipment costs alone. During the final testing phase, each dynamometer malfunction reduced the factory’s production capacity by 8%.
Lessons learned
A review of critical motors in the plant will identify key equipment that must be included in the reliability plan. Using ALL-TEST IV PRO 2000 for motor circuit analysis provides incoming inspection, trend analysis, and troubleshooting capabilities rarely found in predictive maintenance equipment. Identifying loose connections, cable faults, and winding failures can often yield very quick and easy returns for a project.


