Dynamometer Fault Diagnosed at Automotive Plant
Description
Location: Mid-Western Truck Transmission Manufacturing Facility Dynamometer Motor: 200 Horsepower, Special Motor and Dynamometer Drive, 480 Volts Effected Systems: Final In-Process Inspections, 8% of capacity effected Failure Cost: >$125,000 in equipment, not including production, delivery and manpower Savings: >$500,000 in equipment, not including production, delivery and manpower.
A special dynamometer system failed at a mid-Western truck transmission plant in the final test stage of their process line. The fault damaged over $125,000 in sensitive drive equipment during production, causing an unplanned outage of 8% of the final test production area.
Initial Readings
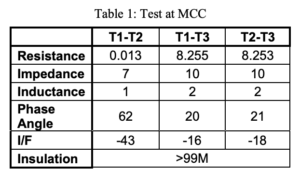
The ALL-TEST IV PRO 2000 was applied to determine the cause of the fault. The first test was performed at the Motor Control Center (MCC) and indicated a severe short (I/F and Phase Angle) and loose connections (Resistance):
As per standard practice, the motor was tested at the motor connection box with the following good results:
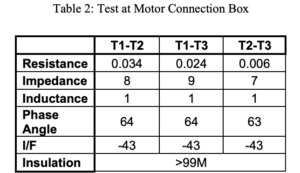
This indicated that the fault was in the cabling. When inspected, it was found that the connections had been incorrectly crimped causing a loose connection that caused the cable insulation to break down and fail. The fault was a direct short that caused catastrophic damage to the drive. Note that the cable did not ground.
Next Step
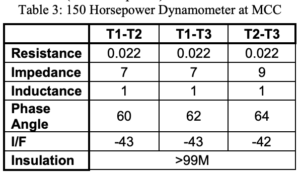
Motor Circuit Analysis (MCA) had not been performed on the dynamometer system prior to the cable fault. The system was added to the plants reliability program and several other dynamometer cables were found to be in the same condition. One dynamometer motor (150 Horsepower) was found to have a coil short:
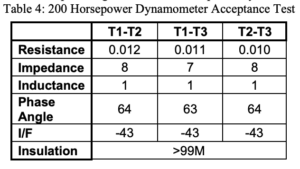
The final test stage is very critical, so the Reliability Department added an acceptance test stage to all new and repaired dynamometer motors. An example of a good new 200 Horsepower dynamometer motor test is as follows:
Cost Avoidance
Early detection and correction of the other faults generated cost avoidance, in equipment only; of at least $500,000 should the failures occur the same way as the first 200 horsepower dynamometer. Each dynamometer failure reduces the production capability of the plant by 8% during the final test stage.
Lessons Learned
A review of critical motors in the plant would identify critical equipment that must be included in the reliability program. Motor Circuit Analysis, using the ALL-TEST IV PRO 2000, can be used to provide incoming inspection, trending analysis and troubleshooting capabilities rare in predictive maintenance equipment. Identification of loose connections, cable faults and winding faults will often provide a very quick simple payback for the program.

AT34™
Analyze and trend motor component integrity for ground faults, internal winding faults, open connections, and contamination – all with one hand-held device.

PVT-Hybrid Seminar MCA Level 1 – 08/04/2026-08/06/2026
8:30 am - 5:00 pm PLEASE CONTACT [email protected] AND MENTION REF#125-13896 FOR MORE INFORMATION. First Name * E-mail * Company Phone* Product of Interest* —Please choose an option—AT34EV™AT34™AT7™AT7™ PROFESSIONALATPOL III™MDIII™ALL-SAFE [...]
PVT-Hybrid Seminar ESA Level 1 – 08/11/2026-08/13/2026
8:30am-5:00pm EST PLEASE CONTACT [email protected] AND MENTION REF#125-13889 FOR MORE INFORMATION. First Name * E-mail * Company Phone* Product of Interest* —Please choose an option—AT34EV™AT34™AT7™AT7™ PROFESSIONALATPOL III™MDIII™ALL-SAFE PRO®AccessoriesSoftwareTechnical Support ConsultingOther [...]