Diagnostic d’une panne de dynamomètre dans une usine automobile
Description
Location: Midwest Truck Transmission Manufacturing Facility Dynamometer Motor: 200 horsepower, special motor and dynamometer drive, 480 volts Systems Affected: Final in-process inspections, 8% of capacity affected Cost of Failure: > $125,000 in equipment, excluding production, delivery, and labor Savings: > $500,000 in equipment, excluding production, delivery, and labor.
A specialized dynamometer system failed at a Midwestern truck transmission plant during the final testing phase of their processing line. The failure damaged over $125,000 worth of sensitive drive equipment in production, causing an unplanned 8% shutdown of the final test production area.
First readings
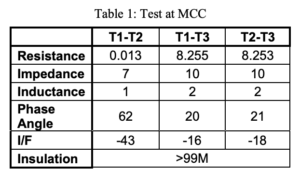
The ALL-TEST IV PRO 2000 was used to determine the cause of the fault. The first test was performed at the motor control center (MCC) and indicated a significant short circuit (I/F and phase angle) and loose connections (resistance):
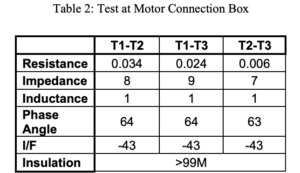
In accordance with standard practice, the motor was tested at the motor connection box, with the following good results:
This indicated that the problem lay with the wiring. Upon inspection, it was found that the connections had been improperly crimped, resulting in a loose connection that caused the cable insulation to break and fail. This was a direct short circuit that caused catastrophic damage to the player. Note that the cable was not grounded.
Next step
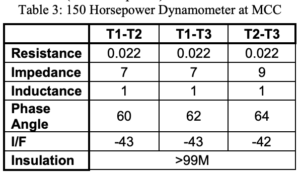
Engine circuit analysis (MCA) had not been performed on the dynamometer system prior to the cable failure. The system was added to the plant’s reliability program, and several other dynamometer cables were found to be in the same condition. One dynamometer motor (150 horsepower) had a coil short circuit.
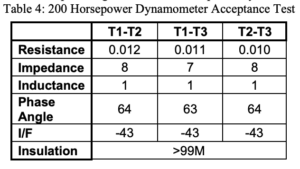
The final testing stage is very critical, which is why the Reliability department has added an acceptance test stage for all new and repaired dynamometer motors. Here is an example of a 200-horsepower dynamometer motor test:
Cost avoidance
Early detection and correction of other defects prevented equipment costs alone of at least $500,000 that would have been incurred if the failures had occurred in the same way as with the first 200-horsepower dynamometer. Each dynamometer failure reduces the plant’s production capacity by 8% during the final testing phase.
Lessons learned
A review of the plant’s critical motors would identify the critical equipment that should be included in the reliability program. Analyzing motor circuits using the ALL-TEST IV PRO 2000 can provide incoming inspection, trend analysis, and troubleshooting capabilities rarely found in predictive maintenance equipment. Identifying loose connections, cable faults, and winding defects often leads to a very rapid return on investment for the program.

AT34™
Analyse et tendance de l’intégrité des composants du moteur pour les défauts de mise à la terre, les défauts de bobinage interne, les connexions ouvertes et la contamination – le tout avec un seul appareil portatif.

Séminaire en ligne sur le diagnostic automobile de classe mondiale – Niveau 1 – 12-16 juin
Avez-vous entendu ? Nous organisons notre séminaire de diagnostic automobile de niveau 1 du 12 au 16 juin. Il s’agit d’un séminaire en ligne/virtuel qui débutera chaque jour à 8 […]

Préconlub 15-16 juin 2023 Leon, Mexique
Venez rejoindre Gloria Urizar, directrice régionale de l’ATP pour la région LATAM, lors de sa présentation au Preconlub 2023 ! Plus d’informations : https://www.preconlub.com/ […]