Electric Motor Troubleshooting
At ALL-TEST Pro, we are committed to bringing you the latest information and motor testing knowledge available. The information below contains in-depth tips on how to test an electric motor completely with deenergized and electrical signature analysis testing methods.
When a winding fault is detected from the motor control center or disconnect using MCA, a test must be performed at the motor, as motor circuit analysis measurements of Test Value Static, phase angle and current/frequency response, & insulation to ground can detect cable faults as well.
If the winding tests good at the motor, then the cable has a fault; If the test improves but a fault still shows, it is both a cable and winding fault; and if the test shows the same results at the motor, the fault is in the stator windings.

The multi-technology approach to motor diagnostics means you are utilizing different testing technologies that will complement and validate each other. One example is your vibration technician suspects a possible rotor problem in a critical application, but the cost to replace means a shutdown of production, where the motor’s cost is small compared to the incurred costs of the
shutdown.
In a situation like this, many people would be reluctant to make the call for replacement, for if the diagnosis is wrong, the cost is very high. Therefore, this motor may be run to failure, due to the uncertainty of the diagnosis. In this case, to put the multi-technology approach in practice, use Electrical Signature Analysis (energized testing) to confirm or rule out the preliminary findings (bad rotor). If the shaft of the installed motor can be turned or the load quickly disconnected, then a Motor Circuit Analysis test (deenergized) can be performed to assess the condition of the rotor, stator, and connections. By utilizing the multi-technology approach you will have more confidence in your findings and hence, a greater degree of certainty that you have determined the real fault(s).

Winding insulation degrades over time. MCA™ (Motor Circuit Analysis) detects these developing faults very early.Early detection of these faults allows for corrective action before they become catastrophic and result in a major rebuild or replacement.
These internal winding faults are the beginning of the end for most motors.Using Motor Circuit Analysis (MCA™) can help identify these types of internal winding faults. MCA™ is a deengerized test method and the test can be initiated from the Motor Control Center (MCC) or directly at the motor.

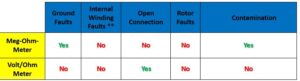
To a technician evaluating a motor, a meg-ohmmeter is like a Doctor’s blood pressure cuff. It is a measurement you have to make. It provides important information, and when it’s bad, it’s bad. But it is a one dimensional test, evaluating only the integrity of the insulation system to ground. By itself, it does not provide enough information to diagnose overall motor health. A high meg-ohm reading does not rule out motor electrical problems any more than a normal blood pressure reading rules out serious illness.
In addition, a meg-ohm test will miss inter-turn faults in the windings, it will miss poor connections, it can miss an open phase, and is totally unaffected by rotor problems. So should you measure insulation resistance? Of course, but recognize that much more information is needed to assess motor electrical health. Combining insulation resistance with other AC based tests such as Motor Circuit Analysis can give you a complete picture of motor electrical health,whether for troubleshooting or condition monitoring.
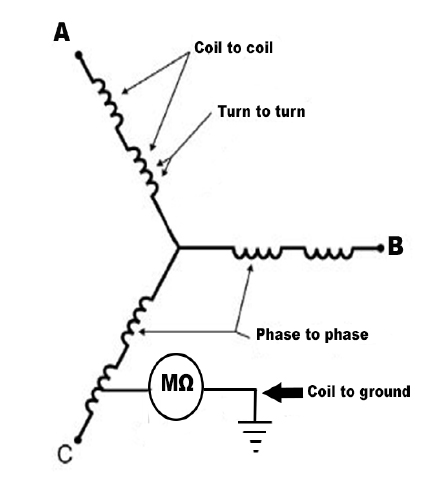
For AC Induction motors, winding failures can start and end as turn and coil shorts that do not break through the ground-wall insulation, regardless of the root-cause of the failure.Therefore, if you are only performing an insulation to ground test then you will miss these types of faults. Insulation to ground tests only detect resistive paths between the stator core and the conductors adjacent to the stator core.
Motor Circuit Analysis (MCA™) is a deenergized, non-destructive test that evaluates the condition of the motor connections, stator, and rotor. MCA™ testing can be performed from the output side of the motor starter or motor drive, therefore, no need to open up and disconnect phase leads at the motor for routine testing purposes.

An Ohmmeter is used to measure the electrical resistance between two points.A Micro-ohmmeter is used to measure low resistance circuits. A Megohmmeter is used to measure high resistance circuits. The unit of measure for resistance is an ohm.
When testing electric motors, it is useful to know the insulation resistance between motor winding(s) and the frame ground.This value will normally be in the range of tens, or hundreds or millions of ohms.
However, motor winding faults can also occur within the winding and is not detectable using the Meg or Micro-Ohm-meters. For these types of tests, other types if instruments must be used , such as the portable, light weight, hand-held, deenergized motor testers offered by ALL-TEST Pro.
ALL-TEST Pro provides hand-held,battery operated, field portable test instruments designed to evaluate the entire electrical health of the motor. This included detecting developing coil-to-coil,turn-to-turn, and phase-to-phase short circuits before they become catastrophic. These instruments will enhance troubleshooting efficiency,improve your electric motor maintenance program, and help avoid unplanned production outages.
When a deenergized MCA™ motor testing program is first implemented it is not unusual to have between 10-30% of the motor systems tested to exhibit one or more alarm condition(s) when testing is performed from the output of the motor starter or motor drive. When a motor system is in an alarm condition, this does not necessarily mean that the motor will fail or that it should be stopped immediately, but that the measured values have exceeded predetermined limits.
One of the first considerations should be motor criticality. Obviously, the most critical motors should be afforded a higher priority than less critical motors. The second consideration is the type and location of the alarm (is it related to the connections, cable, motor winding, etc.?)

Our last MCA™ data analysis tip stated that it is not uncommon,for new users that begin a MCA™ motor testing program, to have between 10-30% of motor systems tested to exhibit some alarm condition. It is important to note that a motor system exhibiting an alarm condition should not be condemned(or the motor replaced), if the test was performed from the motor control center (output of the motor starter or motor drive). Motor connections and cables between the test point and the motor itself may be the root-cause of the alarm.
Therefore, the next step is to perform another test at the next connection point, whether a disconnect or at the motor itself,with incoming phase leads disconnected. If the alarm condition clears, then the problem is upstream of the test point. If the alarm persists then it is the motor. Lastly, non-repeatable test results should be considered suspect and investigated further.

Our last two MCA™ data analysis tips stated that it is not uncommon for new users that begin a MCA™ motor testing program can have between 10-30% of motor systems tested to exhibit some alarm condition. Tip 2 discussed the importance of performing additional testing to confirm the source of the alarm. I.e. is it related to connections, cables,or motor windings?
Moreover, with respect to AC induction squirrel-cage rotor motors <1000V, many new motors will exhibit an inductance and impedance imbalance, due to motor design/construction.Therefore, a healthy motor can exhibit an impedance and inductance alarm (even though it is in good condition). MCA™ measurements include impedance and inductance measurements, but phase balance is not used for assessing the condition of the motor windings.

An important distinction between RCL meters and MCA™ meters is the ability to fully exercise the entire winding insulation system. Using resistance alone, the I2R loss can be determined across a circuit, but the system electrical reliability, developing winding faults or efficiency cannot be determined. Inductance,which is variable, depending on the winding design and rotor to winding position* also can’t be used for these purposes.
Unfortunately, systems using inductance as a base will often fail good electric motors and windings. In order to obtain the true condition of a motor winding, one must view all of the motor circuit components, including resistance, impedance,inductance, phase angle current frequency response (I/F)and insulation resistance, DF & Capacitance to ground.
Motor Circuit Analysis™ (MCA™) is a deenergized, non-destructive testing method to assess the complete electrical health of a motor.
Patented Test Value Static™ (TVS™) is calculated from the 3-phase MCA™ static test and is used as a Reference value for the motor. Common types of faults in the rotor and stator winding will change TVS™. TVS™ is trended over a period of time to detect changes in the condition of the stator and rotor. TVS™ can also be used to compare motors of the same exact manufacture to insure you are receiving good, quality motors.
Traditional Megohmmeter testing will only detect faults to ground. Not all motor electrical stator winding failures begin as ground faults. Failures can start between turns in the same coil, between coils in the same phase, and phase to phase. If the only motor test you perform is with a Megohmmeter, you will miss detecting crucial stator and rotor faults.
Motor Circuit Analysis provides a complete view of the motor in just minutes. The test can be initiated from the Motor Control Center (MCC) or directly at the motor.
Motor Circuit Analysis is a deenergized, non-destructive testing method to assess the complete electrical health of a motor.
Motor Circuit Analysis (MCA™) uses three unique tests IND, Dynamic (DYN), and Z-Fi to test both the winding insulation and insulation resistance to ground. Dissipation Factor (DF), Capacitance (C) to ground, and insulation resistance to ground (INS) are used for testing the ground wall insulation. Capacitance is the capability of a body, system, circuit, or device to store an electric charge. DF is the ratio between the resistive power loss and the reactive power loss of the insulation material. This is used to detect contaminated or overheated windings. The primary reason for the INS test is safety. INS is performed by applying a high DC voltage between deenergized current-carrying conductors (windings) and the machine casing or Earth.
The IND Test Mode is used to test AC three-phase squirrel cage induction motors with rated voltage of less than 1000V. This test mode performs the Static and optional DYN tests on the winding insulation and insulation resistance to ground. Use the IND test during routine condition-based maintenance (CBM) on equipment that has a previously stored Test Value Static™ (TVS™) Reference. TVS™ reference values are a quick and easy way to determine if the motor condition is changing. The DYN test can determine both rotor and stator condition if the motor is decoupled from the driven load.
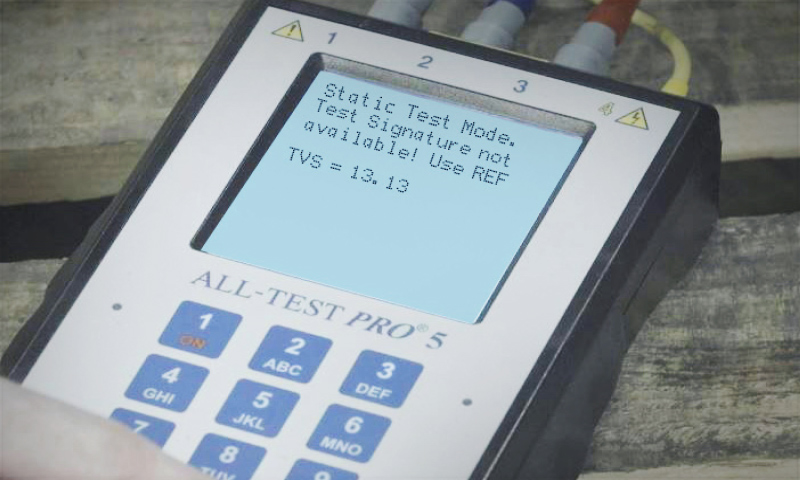
The Z-Fi Test Mode is used on all types of AC motors (of any voltage), generators, and transformers. The low voltage tests automatically perform all the Static tests: DF/C, INS, impedance, induction, phase angle, current frequency response (I/F), and calculates a TVS. The Z-Fi test mode
must be used on all medium or high voltage equipment (greater than 1,000V) and should be used on installed equipment with no TVS™ Reference. The reason the Z-Fi test is used on motors with no prior TVS is because you want to determine the current health of the motor. Once you generate a TVS™ value you can begin to trend the data. In the Z-Fi test mode you do not perform a DYN (dynamic stator & rotor test) because the load or drive is attached to the motor and the test is not practical.
Can you perform a DYN test in the Z-Fi mode? A DYN test is not offered in the Z-Fi test mode. Think of it as a baseline to find out what the condition of the motor is without a reference test. This equipment is usually already
installed without having the ability to rotate the motor shaft i.e. connected to gear box, submersible, or a pump.
Tracking your motor assets from “cradle to grave”; whether it’s routine maintenance, rewind or replacement, TVS™ keeps an eye on your motor assets and creates a culture of “Can Do!” that is easy to adopt at any facility where motors are present.
Any changes in the condition of the winding insulation or the rotor occur, it will be reflected in the TVS™. A technological advantage of implementing and using TVS™ is that it eliminates errors caused by inductance unbalances that can occur due to the position of a squirrel cage rotor. TVS™ is independent of rotor position. ATP has the only motor testing tools (instruments) in the world that provide a TVS™ value.
- TVS™ starts with either a baseline or an incoming inspection test on spare and replacement motors.
- The secondary and following TVS™ tests should be taken after the equipment is installed from the output controller or any easily accessible point. Subsequent readings should be taken from the same location and should be compared with the installed TVS™ value.
- Should the remote TVS™ value indicate an issue, another test direct from the motor should be taken. If the motor tests good, we know it’s the cabling to the control. If the motor is bad, generally we know the motor is bad and the cabling is good. Both could be bad, but it is rare.


Resistance testing in Motor Circuit Analysis™ (MCA™) is used primarily to find high resistance connections. These tests are taken directly at the motor junction box. A resistance test can reveal a miss-connected motor, or cold solder joints.
A phase resistance test performed in a Motor Control Center (MCC) or at a controller tests the entire motor circuit. This test can reveal high resistance connections in intermediate junction boxes, local disconnect switches and issues in the motor junction box itself. These high resistance connections generate heat, never get better, always get worse and almost always lead to unscheduled production losses.
In addition to spot heat damage and potential phase to phase or phase to ground faults which can cause expensive catastrophic damage, high resistance connections cause voltage unbalances which in turn lead to motor overheating and decreased operating efficiency.


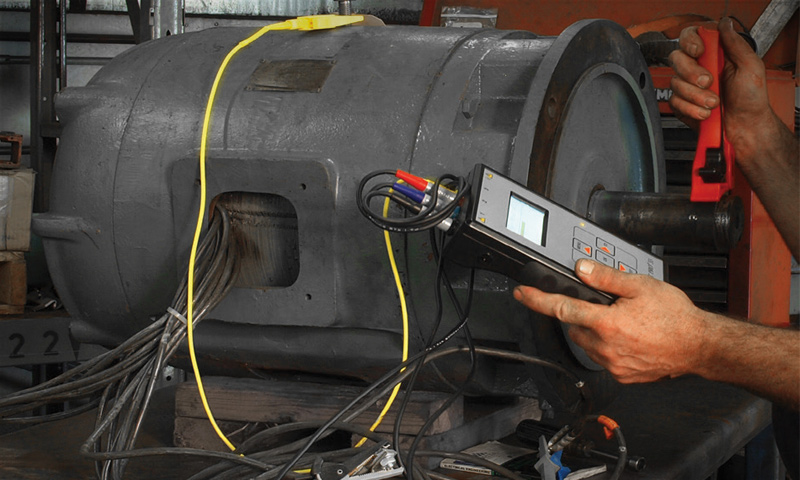
Electrical Signature Analysis (ESA) is an energized test method where voltage and current waveforms are captured while the motor system is running to assess the health of the motor system. Energized testing provides valuable information for AC induction and DC motors, generators, wound rotor motors, synchronous motors, machine tool motors, and more.

Motor Circuit Analysis (MCA™) is a deenergized test method to assess the health of the motor and motor circuit. This method can be initiated from the Motor Control Center (MCC) or directly at the motor. The advantage to testing from the MCC is that the entire electrical portion of the motor system, including the connections and cables between the test point and the motor is evaluated.
ALL-TEST Pro produces its ESA and MCA™ instruments as discreet, handheld, battery operated units that are all extremely field portable. The data analysis and storage elements are WINDOWs based and are easily shared between computers. Along with providing flexibility to a reliability department the use of individual instruments provides users with the ability to choose how much of which technology is best for their electric motor maintenance program. Both instruments & software provide dependable, quick answers so maintenance staff and managers can make reliable decisions and keep their maintenance team working simultaneously on different motor applications.
Testing At The Motor Junction Box: As with many motors a simple way to test the six lead motor involves going directly to the motor junction box. After confirming that all Lock Out / Tag Out requirements have been complied with and the motor leads have been checked for the presence of voltage, the motor junction box can safely be opened.
If the motor leads from the controller and the internal motor wires are labeled, make note of that connection. If they are not marked then mark them with colored tape or other identification so that they can be properly reconnected when testing is complete.
Disconnect the motor leads from the starter from the internal motor wires, or from the terminals in the box.
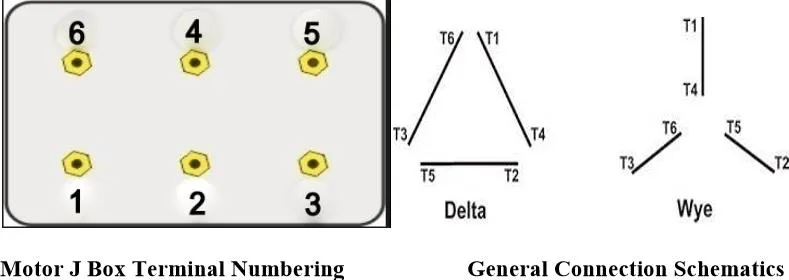
The internal motor wires or terminals should be numbered, one through six. As a check, you should be able to test for electrical continuity between terminals/wires 1-4, 2-5, and 3-6. These are your phase wires (A, B, C, or 1, 2, 3).
To test the motor in the WYE configuration you must short together terminals/wires number 4, 5, and 6. The wires can either be bolted together or significantly sized shorting jumpers used. The tester(s) can then be connected to terminals/wire numbers 1, 2, and 3. Only one INS to ground test is necessary in this configuration.
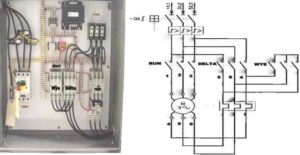
The 4, 5, and 6 leads need to be shorted together. This can either be done with jumpers at the bottom of the DELTA or WYE contactors or the WYE contactor can be somehow forced. With this shorting accomplished the instrument can be connected to cables 1, 2, and 3 at the the instrument can be connected to cables 1, 2, and 3 at the bottom of the RUN contactor.
The ALL-TEST PRO 7™ brings predictive maintenance to DC motor testing. Preventive Maintenance Tasks for DC motors such as commutator & brush inspections, lubrication, are very important for their long-term successful operation. However, these inspections fail to determine the condition of the electrical winding or insulation. Adding periodic electrical tests, such as measurements of the winding resistance and Insulation Resistance to Ground (IRG) provide some insight to possible connection issues & weaknesses in ground wall insulation, but still fail to determine the overall condition of the equipments insulation condition.
 By adding MCA™ readings to DC motor testing provides early indication of developing problems within the motors electrical system beyond those detected using a megohm and ohm meter. MCA tests can be performed quickly from the drive and can confirm or eliminate faults in DC machines.
By adding MCA™ readings to DC motor testing provides early indication of developing problems within the motors electrical system beyond those detected using a megohm and ohm meter. MCA tests can be performed quickly from the drive and can confirm or eliminate faults in DC machines.
Several key points quickly determine the condition of DC Machines
- Take Series winding and armature windings readings together
- Test motors and generators the same
- I/F reading outside of the range of -15 to -50 indicates a winding fault
- An increase in temperature corrected winding resistance, accompanied by changes in impedance indicates loose connections
- A decrease in temperature corrected resistance accompanied by changes in impedance, inductance, phase angle & current frequency response (I/F) indicates developing winding shorts
- Deviations of phase angle or I/F of more than 2 points between like motors indicates the need for a MCA complete analysis
- Changes in MCA reading in the armature circuit between test intervals prompts a bar to bar armature test
- Changes in MCA readings in the armature circuit taken back to back indicates carbon build up in the armature
By following these simple guidelines using the AT7P™ provides early fault detection before the DC machine fails during operation. Recommended testing intervals should be at least those shown in Table 1.
Table 1: DC Motor Frequency

Once a developing fault is detected, it is recommended to reduce the time intervals between tests until the machine can be removed for repair. A complete armature test is recommended in conjunction with preventive maintenance tasks.
Conclusion
Preventive electrical testing of direct current machines is much easier using the DC mode function of the AT7P™. Step by step detailed easy to follow procedures are provided on the large backlit LCD display to make the testing quick and easy to perform from the motor drive in less than 5 minutes. Additional tests and features are available for troubleshooting at the motor to quickly pinpoint the source of the problem. MCA™ testing dramatically improves DC machine testing by saving time and providing more details as compared to traditional techniques and methods.
For MCA trending and analysis of three phase electric motors, three motor leads are connected to the MCA instrument. When new motors are tested the technician may encounter motors with multiple motor leads. This allows for the motors to be used in multiple applications. Normally the connection diagrams are provided by the Original Equipment Manufacturer (OEM). This guide is provided if the manufacturers diagram is unavailable. These guidelines do not supersede the OEM connections. Generally, the coils all use standard numbering schemes so connecting them for MCA testing is straight forward. It is assumed that the technician has basic electrical skills and access to the proper wire connections materials such as wire nuts, split bolts, lugs, assorted machine screws or bolts, and insulating materials that may be needed to make temporary or permanent connections to the motors under test.
Three phase motor winding each have a start to the phase and the end to the phase. These phases are then connected in a DELTA or WYE configuration. Any unbalance in test results will show up regardless of the connected configuration. If the test result is to be used as baseline data, any subsequent testing should be done in the same configuration for trending and comparative purposes. A note about the test configuration can be entered into the relevant computer analysis
software test data file. Example- MCA PRO™ computer software.
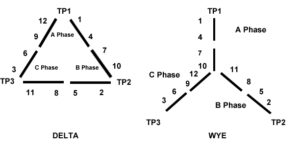
Six Lead Motor Diagram
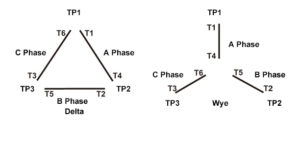
To test the motor in the DELTA configuration the start of each phase is connected the end of another, and the motor leads T1, T2 & T3 are connected to this junction of the phase leads. Firmly connect leads T1 to T6, T4 to T2, and T5 to T3 and use these connections as the test points 1, 2, and 3. To connect the motor in the WYE configuration, firmly connect the end of the phases together to form a “wye” connection and insulate leads T4, T5, and T6 and then use the start of the phases as the test points 1, 2, and 3 as phase connections.
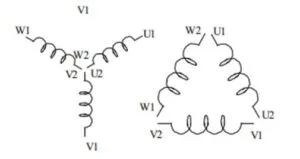
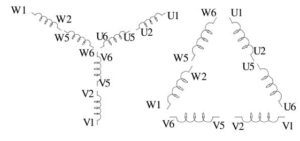
Six Lead IEC Motor Diagram
Nine Lead Motor Diagram
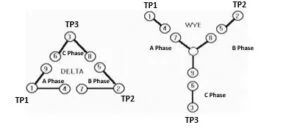
Nine lead motors will come from the OEM or repair facilities with some of connections internally connected in either a DELTA, or WYE configuration. To complete the connections, connect motor leads T4 to T7, T5 to T8, and T6 to T9 with wire nuts or other suitable means and use motor test points 1, 2, and 3 as phases connections.
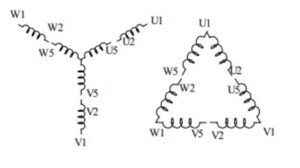
Nine Lead IEC Motor Diagram
For MCA trending and analysis of three phase electric motors, three motor leads are connected to the MCA instrument. When new motors are tested the technician may encounter motors with multiple motor leads. This allows for the motors to be used in multiple applications. Normally the connection diagrams are provided by the Original Equipment Manufacturer (OEM). This guide is provided if the manufacturers diagram is unavailable. These guidelines do not supersede the OEM connections. Generally, the coils all use standard numbering schemes so connecting them for MCA testing is straight forward. It is assumed that the technician has basic electrical skills and access to the proper wire connections materials such as wire nuts, split bolts, lugs, assorted machine screws or bolts, and insulating materials that may be needed to make temporary or permanent connections to the motors under test.
Three phase motor winding each have a start to the phase and the end to the phase. These phases are then connected in a DELTA or WYE configuration. Any unbalance in test results will show up regardless of the connected configuration. If the test result is to be used as baseline data, any subsequent testing should be done in the same configuration for trending and comparative purposes. A note about the test configuration can be entered into the relevant computer analysis
software test data file. Example- MCA PRO™ computer software.
Twelve Lead Motor Diagram
Twelve lead motors offer the highest flexibility of any motor. They can be connected in a WYE or DELTA configuration, and are used for “high” or “low” voltage operation or multiple speed operations. However, this versatility does not complicate the testing procedure for testing motor spares or those motors returning from repair.
Twelve Lead IEC Motor Diagram
To test the motor in a DELTA configuration, firmly connect leads T1 to T12, T2 to T10, T3 to T11, T4 to T7, T5 to T8, and T6 to T9. Then use the pairs containing T1, T2, and T3 as phases 1,2, and 3 for testing.
To test the motor in a WYE configuration, firmly connect and insulate leads T10, T11, and T12. Then connect leads T4 to T7, T5 to T8, and T6 to T9 and use 1,2, and 3 as phases connections for testing.
There are other configurations which may apply for specific applications. For example: WYE start, DELTA run, or for high voltage or low voltage. For MCA testing the main importance is that all coils get tested during the test and the recommended connections accomplish this. If an unbalance is detected then individual coils can be tested as discussed below.
Individual phases or coils can be tested by performing single phase measurements from the start of a phase or coil to the end of the same phase or coil. For example, in a DELTA connected 12 lead motor, A phase can be measured from 4 to 9, B phase to 5 to 7, and C phase 6 to 8. For a WYE connected motor, A phase 1-10, B phase 2-1, C phase 3-12. Individual segments can be compared using single phase measurements of individual coils, 1-4, 2-5, 3-6, 7-10, 8-11, 9-12.
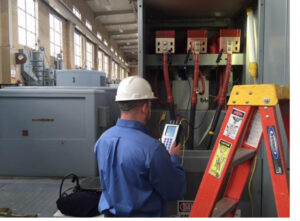
How to Tell If Electric Motor Is Bad
What do you do when a motor fails or trips a drive? What tools do you currently use to determine if the motor is “good” or “bad”? If you are like most technicians, you probably use a Megohm Meter and a Digital Multi-meter.
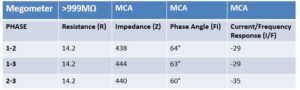
Looking at an actual motor test on an installed motor where the drive had tripped.
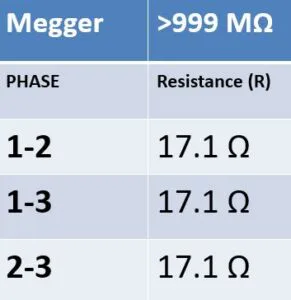
The electrician, using a Megohm Meter and Digital Multi-Meter, acquired these results.

So, what does this indicate about the condition of this motor? Based on these readings the problem is obviously, with the Drive and not the Motor, right? So,
what would you replace the VFD or the Motor? The service technician was relying on a megohm meter Insulation-to-Ground test which indicates that the ground wall insulation has no weaknesses to ground, and a Digital Multi-meter (Resistance test), which indicates there is continuity in the windings and all connections are good. The service technician was only looking at 2 factors that affect the motor. Both instrument measurements indicate that there is nothing wrong with the components tested but fails to provide a complete picture of the motor’s condition. As far as these instruments can tell this motor is in good condition.
These methods of testing are very reliable in determining if your motor is “alive” or “dead” (i.e., shorted to ground) or has connection issues, but will not give you the motor’s current state of health. Did you replace the Drive or the Motor?
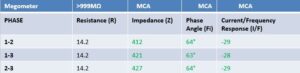
Using Motor Circuit Analysis™ (MCA™), this is what that same electrician found: by performing MCA™ testing. Phase angle (Fi) and Current/Frequency (I/F) both indicate no evidence of existing or developing winding shorts.
If you replaced the motor, you cost your company time and money, both in the cost of the motor and the fact that you will have to replace the drive when it trips again.
The same electrician had an identical motor trip the drive on a different line.
Now what? Is it the Drive or the Motor? If you said Motor, you are correct. Since these readings are the same as the on previous motor it would suggest that the motor is good so the fault must be in the drive.
The MCA™ instruments clearly shows unbalances in both phase angle and current frequency response which are indications of winding shorts. So in this case the fault is definitely in the motor.
MCA™ instruments offer fast reliable answers to motors state of health.
• Fast test under 3-5 minutes.
• Easy on screen directions.
• Answers displayed on screen as GOOD, BAD, WARN.
• Available with phone APP or MCA™ Software suites.
What are your motor testing tools measuring?
What is MCA™ technology? MCA™ (Motor Circuit Analysis) is a deenergized low voltage test method that exercises the motors winding insulation system to assess the health of the entire motor and the associated cabling.

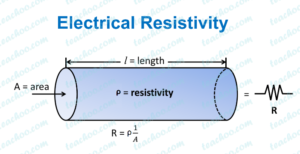
Resistance is a fundamental property of a materials ability to resist the flow of electricity through it. The units of resistance are ohms and uses the Greek symbol omega (Ω) and the mathematical symbol is (R). All materials have some amount of resistance, most metals have low resistance and are known as conductors. The Specific Resistance of a material is resistivity and is represented by (ρ). The resistance of a material is dependent on the type of material, the length and shape of the material. The resistance of an object or material determines how much work or heat is created as current flows through the material. For example, a material with a high resistance will consume a large amount of energy as current flows through the material. The current that produces work and creates heat is known as resistive current (Ir).
The resistance measurement is named after Georg Simon Ohm a 19th century, German physicist who studied the relationship between voltage, current, and resistance. He is credited for formulating Ohms’ Law which is the resistance of a circuit (R) is equal to voltage (E) applied to the circuit divided by the current flow (I) through a circuit. R = E/I
Materials in electrical circuits are classified as either conductors or insulators.
Conductors are materials that have loosely bonded electrons in the outer most shell of the atoms making up the conductive material and offer very little resistance to current flow. Electrons flow easily through conductive material. Examples of conductors are copper, steel, iron, bronze, and many other metals.
Insulators are materials that have very tightly bonded electrons in the outer most shell of the atoms that make up the insulating material and resist the free flow of current through the material. Insulators present a high resistance and restricts the flow of electrons. Examples include rubber, glass, wood, and many plastics.
The fundamental of electricity is that current takes the path of least resistance, therefore insulators are used to direct the of current flow through the intended path and prevent the flow of current through unwanted paths.
In motors conductors are formed into coils or windings to create the magnetic field required to convert electrical energy into mechanical torque. To maximize the strength of the magnetic field current needs to flow through each turn of the winding. Therefore, the conductors that are used build the windings are coated with multiple layers of insulation to direct the current through the winding. This insulation is referred to as winding or turn insulation.
When the insulation between conductors begins to break down, current will still not flow between conductors until the resistance of the insulation falls below the resistance of the conducting material around the conductor. Therefore, the resistance measurement of the individual windings will remain unchanged until the insulation is has completely failed.
Resistance is directly proportional to the overall length of the conductor, the size of the conductor (in circular mills), and the temperature of the conductor. For example, it is much easier for water to flow through a wide, short pipe then it is for water to flow through a more narrow, longer pipe. Current through an electrical conductor reacts the same way. Current will flow much easier through a large, short piece of wire then it will through a more narrow and longer piece of wire, because there is less resistance of flowing electrons in the larger conductor than the smaller conductor.
Therefore, when measuring the winding resistance in a deenergized three phase motor electric motor, any resistance unbalance is usually the result of connection issues. The resistance of all three phases should be balanced in relationship to each other. Any unbalance of 5% is a warning and indicates there are issues in the motor circuit.
When testing from the MCC a resistance unbalance could be anywhere from the connection in the MCC (Motor Control Cabinet), the cabling or the motor itself. Additional testing needs to be performed progressively closer to the motor to locate connections that are causing the unbalanced resistance.

If resistance measurements at the motor are balanced this verifies the issue is somewhere between the MCC and the motor cables. If resistance values directly at the motor are unbalanced this confirms there is an issue inside the motor. Examples of things that can cause unbalanced resistances are loose connections, cold solder joints either in the motor or at the MCC, frayed or broken wire, dirty terminals or oxidation of the connections anywhere in the motor circuit.
MCA™ is a field proven very easy to use and safe method of evaluating the condition of electrical equipment while the equipment is deenergized. The basic premise of MCA:
In equipment with three phase coils all phases should be identical. Consequently, all the electrical characteristics of the winding should be the same. If any change in the condition of insulation occurs, it is never good, (windings do not “fix” themselves). So, any change in the winding insulation system is “bad”. The phase coils have 2 separate and independent insulation systems The groundwall insulation system and the winding insulation system; the condition of one insulation systems doesn’t indicate the condition of the other, therefore each insulation systems needs to be tested thoroughly and independently. The groundwall insulation system isolates the coils from the equipment’s frame or other exposed parts of the equipment while the winding insulation system directs the current through the conductors to create the magnetic field. MCA™ performs a series of tests on both insulation systems.
Groundwall Insulation: Breakdown of the groundwall insulation system is a safety issue and requires immediate action. MCA™ measures the insulation resistance to ground measurement to locate any weaknesses in the groundwall insulation but doesn’t provide the overall condition of the insulation. Dissipation Factor (DF) and Capacitance to Ground (CTG) reading provide additional indication of the overall condition of the ground wall insulation system, but none of these provide any indication of the winding insulation system.
Winding Insulation: A breakdown in the winding insulation system will result in shorts between tuns in the windings which results in weakened magnetic field, unbalanced current flow, increased heating, and eventual atastrophic equipment failure. MCA™ performs a series test by applying low voltage AC & DC voltage to the three phase windings while the motor is deenergized. The DC voltage measure the winding resistance using especially designed Kelvin leads to provide very accurate winding resistance measurements to identify connection issues.
When the winding insulation begins to degrade, it undergoes a change in the chemical makeup of the insulating material surrounding conductors. The AC current flowing through the windings exercises the entire winding insulation. The very small changes that occur because of the chemical makeup are measured and evaluated. By analyzing the amount and relationships the causes and severity of developing winding failures can be identified and the proper action recommended.
MCA™ can be used for:
1) Incoming inspections on all new & repaired motors
2) Spares testing
3) Pre installation testing
4) Troubleshooting
5) Routine predictive maintenance testing
MCA™ Tests
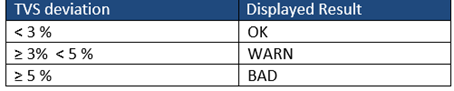
Static Test – tests all three AC motors windings, performs a series of tests at different frequencies on all three phases of the motor’s windings from the motors line leads, T1, T2, T3. The results of the test are input into a proprietary algorithm to create the Test Value Static (TVS). The TVS is a dimensionless number that serves as a baseline value to defines the condition of the equipment. Any changes in this value > 3% indicates a fault. This value may be compared to other identical equipment (must be the same HP/KW rating, speed, frame size, and manufacturer).
Dynamic Test – is performed on squirrel cage induction motors < 1000 V. While the motor shaft is smoothly and slowly manually rotated, stator and rotor signatures are created. The stator and rotor signatures are automatically analyzed to identify and report faults in either the rotor or stator.
Phase Comparison Test – tests three phase coils in all types of three phase equipment, including motors, generators, and transformers. The phase comparison or “Z” test measures, DC winding resistance (R), impedance (Z), inductance (L), phase angle (Fi) and current frequency response (I/F).
The results of the tests are recorded and provided to determine any differences in the phases. These differences are compared to pre-determined guidelines created through many years of field testing the condition of the winding insulation. These values can be trended over time, used to determine the type and severity of developing fault, and provide an estimate of time to failure.
The following guidelines have been developed from over 35 years of field testing, but they are simply guidelines and are a good starting point, however, as with any guideline’s failure will not occur immediately if these guidelines are exceeded.
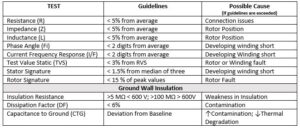
The basic procedures for MCA™ testing static and dynamic tests are performed all on new equipment to evaluate the new motors condition and establish base line or reference values for future testing. New baselines are established from the motor control center (MCC) once a motor has been installed. All future readings can be taken are if all measurements from the MCC are balanced all connections in the motor circuit are tight and the winding insulation surrounding the conductors in all the phases are in good condition. If an unbalance occurs, analysis and perhaps further testing may be same required to evaluate the type and severity of the fault. The AC tests measure impedance (Z), inductance (L), phase angle (Fi) and the current frequency response (I/F) to evaluate the condition of the winding insulation.
Experience has shown that 20 to 40 percent of motor systems tested may have some sort of alarm condition. Just because a motor has exceeded the alarm limits in MCA Basic™ or MCA PRO™ it does not necessarily mean the motor will fail or should be stopped immediately. For over 30 years the dedicated staff at ALL-TEST Pro have gathered data and resources to determine when a motor will most likely fail on the most common 3-phase squirrel cage motors. Some motors may have a special design that may cause the measured values to be outside the standard limits but still operate correctly. In some cases, even a brand-new motor can receive an inductance and impedance alarm due to the Rotor Bar/Winding ratio. The following analysis tips will help you determine when a motor should be condemned and should be taken out of service.


Never condemn a motor from the Motor Control Center (MCC). Faulty cables and bad connections between the test point and motor can cause unbalanced readings and produce an alarm. If an alarm is received at the MCC another test should perform directly at
the motor with the motor leads disconnected from the motor cables from the MCC. If the alarm remains, a problem with the cables and connections from the MCC can be ruled out and the motor can be investigated further. If the alarm clears, then the motor cables and connections should be inspected for possible failures.
Another thing to think about is what types of faults are identified during a test. Winding shorts are generally more severe than contamination or rotor faults. Developing motor faults are first indicated by changes between the baseline TVS value and a newly obtained TVS value, Stator Signature, or unbalances in Phase Angle (Fi) and Current Frequency Response (I/F). Motors that receive these faults should be taken into consideration before motors with inductance/impedance or resistance faults.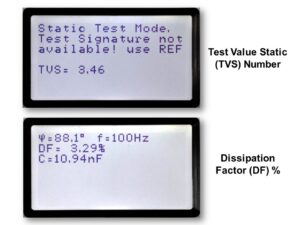
A motor should never be condemned from one test. If there is any residual voltage on the motor, you may get a result that could show a warn or bad alarm. It is recommended to take a second and even a third test of the motor to verify alarms. It is also important to isolate the motor from any other induced voltages from other electrical equipment while conducting a test. An induced voltage on the motor can cause inconsistent and unreliable readings that do not repeat. It is important not to condemn a motor that is giving unrepeatable readings because of this.
Induction Motors can be defined as a transformer with a rotating secondary. This is because power is induced from the stator electric circuit to the rotor’s electrical circuit. Three Phase AC power is applied to the stator windings and creates a magnetic field which rotates around the stator at constant speed. The speed is determined by the number of poles and the applied frequency. This magnetic field rotating around the stator induces an EMF (electromotive force) into the electrical portion (squirrel cage) of the rotor. The interaction between the magnetic fields on the stator and the rotor convert electrical energy into mechanical torque. This brief discussion describes these principles and how they affect MCA™ measurements.
Inductance
Inductance is defined as the property of an electrical circuit or system that opposes any change in current. Inductance is represented by the Symbol L and the units are measured in Henry’s. The amount of inductance in a coil is dependent on the physical construction of the coil. The five physical characteristics that determine the inductance of a coil are:
1) The number of turns in the coil; the inductance increases as the square of the increase in number of turns.
2) Diameter of the coil; the inductance is directly proportional to the cross-sectional area.
3) Length of the coil; the inductance is inversely proportional to the length of the coil. The further the turns
are separated the lower the inductance.
4) Number of layers in the coil; the more layers the more inductance.
5) Permeability of the core material; the higher the permeability of the core the more inductance.
There are 2 types of inductances:
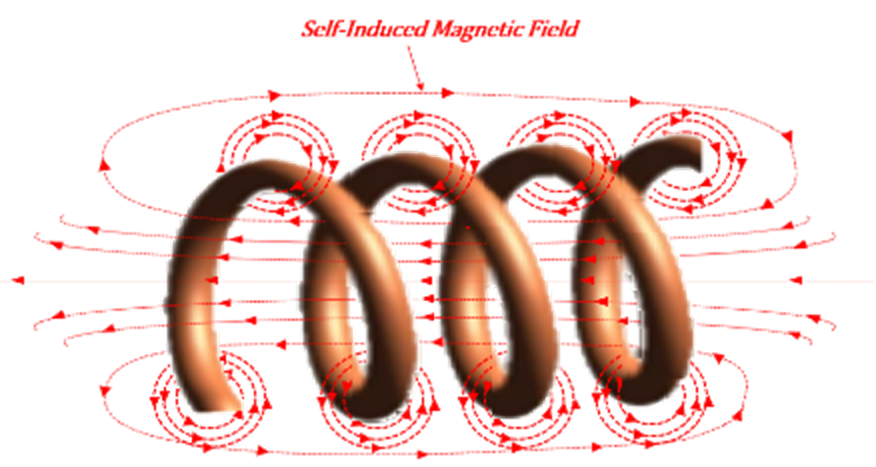
1. Self-Inductance is defined as the induction of an EMF (voltage) in a current-carrying conductor, when the current flowing through the conductor is changing. The magnetic field is created by the current in the circuit itself and induces a voltage in the same circuit. An inductor stores energy in the form of magnetic fields and opposes a change in current.
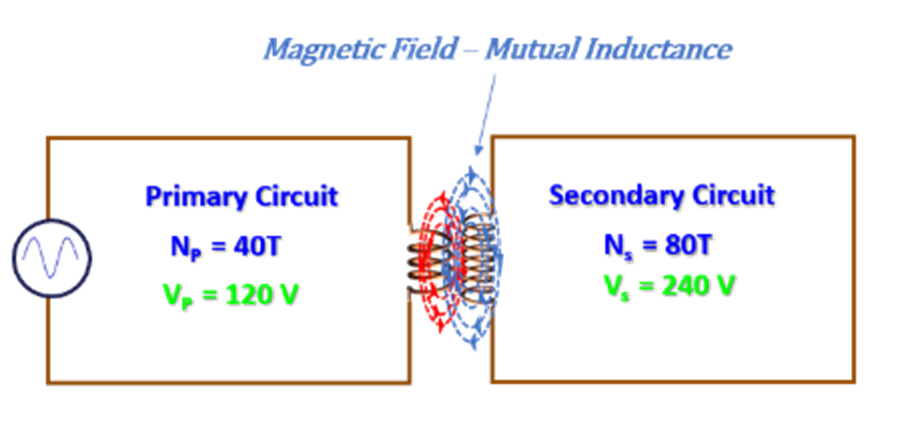
2. Mutual inductance is the EMF created when the magnetic field, created by current flowing through one circuit, intersects conductors in another circuit. Faradays law, states that when a changing magnetic field from the primary circuit intersects the conductors in the secondary circuit it induces a voltage in the secondary circuit.
A transformer is one of simplest electrical devices and are perhaps the best example of mutual inductance. The circuit with the AC source is the primary side of the transformer. The circuit in which the magnetic field is induced into is the secondary. A transformer exhibits all the principles of mutual inductance. Transformers effectively changes voltage from one circuit to another by changing the number of turns in each circuit.
For example, if the primary coil has fewer turns than the secondary coil, the magnetic field in the secondary will be stronger than in the primary and the induced voltage of the secondary will increase. This is a step-up transformer.
Equation 1: Transformer Ratio – Vp/Vs = Np/Ns
Vp = Primary Voltage Np = Number Turns in the primary
Vs = Secondary Voltage Ns = Number Turns in secondary
AC Induction Motors
Defining the AC induction motor as a transformer the stator winding act as the primary of the transformer and primarily establishes self-inductance. During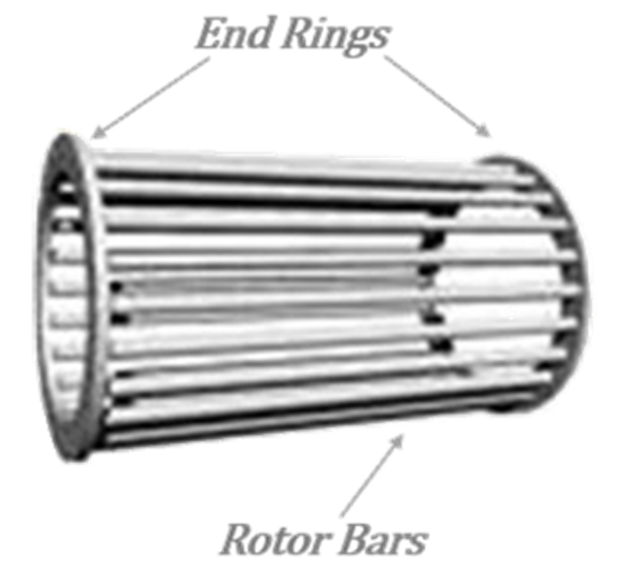 operation the rotating magnetic field relies on Faraday’s law of mutual inductance to induce an EMF into the electrical portion of the rotor which is the squirrel cage. The squirrel cage consists of cast or fabricated bars (rotor bars) that provide the path for current required for mutual inductance.
operation the rotating magnetic field relies on Faraday’s law of mutual inductance to induce an EMF into the electrical portion of the rotor which is the squirrel cage. The squirrel cage consists of cast or fabricated bars (rotor bars) that provide the path for current required for mutual inductance.
Inductive Reactance (XL)
By definition, inductance opposes a change in current, this opposition to the changing current reduces the current flow through the conductor and is known as inductive reactance. X is measured in ohms.
Equation 2: Inductive Reactance – XL = 2πfL
Where: f = frequency L = inductance
Therefore, if the applied frequency or either the self or mutual inductance increases, the XL will increase.
Impedance (Z)
Impedance is the comprehensive resistance in a circuit and consists of DC resistance, inductance reactance and capacitive reactance. The symbol for impedance is Z and the units are ohms (Ω).
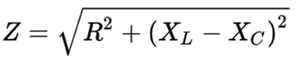 In AC induction motors the R (resistance) is produced by the resistance of stator winding, the XC (capacitive reactance) comes From any C (capacitance), created by insulating material between the conductors in the stator windings. However, most of the Z comes from the large contribution of inductance created by self–inductance of the stator coils and the mutual-inductance between the stator coils and the rotor bars.
In AC induction motors the R (resistance) is produced by the resistance of stator winding, the XC (capacitive reactance) comes From any C (capacitance), created by insulating material between the conductors in the stator windings. However, most of the Z comes from the large contribution of inductance created by self–inductance of the stator coils and the mutual-inductance between the stator coils and the rotor bars.
Motor Circuit Analysis™ ( MCA™)
Motor Circuit Analysis™ applies a series of low voltage AC and DC signals to the motor’s stator windings. If the coils are all the same, the response to these signals should be all the same or “Balanced”. Generally, any changes in the condition of the winding insulation will cause one or more of these measured values to change. However, due to the design and position of rotor inside the stator the MCA™ results will show an unbalance in the L (inductance) and Z (impedance) measurements in the phases even on motors in perfect condition. The MCA™ Software and AT7™ will provide a “WARN” indication when any of the phase’s L or Z deviate by more than 5% from the average of the three phases. This WARN doesn’t necessarily indicate a developing or existing fault but could be the result of “Rotor Position” which is addressed in the rotor reposition test below.
When testing a motor that is currently installed in a machine it is good practice to conduct a test directly at the Motor Control Cabinet (MCC). Not only are you testing the health of your motor, but you are also testing for problems in the motor’s cabling assembly as well as connection points at the MCC and at the motor. If an alarm is received while conducting a test with one of ALL TEST Pro’s deenergized instruments at the MCC than the next course of action would then be to conduct a test directly at the motor with the motor cables disconnected.
 Depending on if the alarm clears or stays you are then able to pinpoint the location of your alarm between the MCC and the motor. If an alarm is received at the MCC and is consistent at the motor, then it is confirmed the motor is the root cause of the problem. If you receive an alarm at the MCC and it clears directly at the motor, then the cause of the alarm lies between the MCC and motor cables.
Depending on if the alarm clears or stays you are then able to pinpoint the location of your alarm between the MCC and the motor. If an alarm is received at the MCC and is consistent at the motor, then it is confirmed the motor is the root cause of the problem. If you receive an alarm at the MCC and it clears directly at the motor, then the cause of the alarm lies between the MCC and motor cables.
Some potential problems could be:
• Fraying and weakening of cable insulation material
• Poor or loose connections either at the MCC or motor
• Contaminated/oxidized contactors at the MCC
Always remember to make multiple tests at each location to confirm repeatability and accuracy of your test results.

For decades, ALL TEST Pro has been an industry pioneer in offering easy to use, portable, and battery-operated instruments for all your deenergized motor testing needs. In some facilities it can be quite challenging finding a standard 120-volt AC outlet to connect a device to, even more so if an extension cord is needed to reach the location where testing is being performed.
 The most important thing to remember with a battery operated instrument is to keep it fully charged while not in use. It may seem simple, but nothing is more frustrating than needing to conduct a motor test, but you must wait because the battery is fully discharged.
The most important thing to remember with a battery operated instrument is to keep it fully charged while not in use. It may seem simple, but nothing is more frustrating than needing to conduct a motor test, but you must wait because the battery is fully discharged.
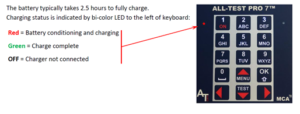
It is recommended to keep the instrument on the charger when not in use because of this. The battery will slowly discharge while sitting idle so if you do not use the instrument for an extended period the battery will eventually fully discharge and not turn on. While the instrument is plugged into the supplied charger the charging circuit in the instrument will automatically turn on once the battery falls below the preset threshold. Meaning there will not be power on battery if it is at full charge. Lithium-Ion batteries do not develop memory and don’t require full discharge before charging. To increase the life of the battery it is recommended to perform more frequent partial discharges instead of a full discharge. Make sure to only use the supplied charger with your instrument as using an aftermarket or 3rd party charger can damage the charging circuit and or battery if the charger has the incorrect polarity or supply voltage.
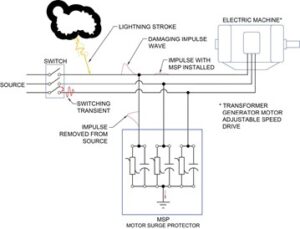
Many medium to high voltage electric motors are equipped with a Capacitor bank or Surge Arrester to protect equipment from unexpected transient power surges due to external lightning strikes, internal switching events or other transient voltage surges. These devices are crucial to protect equipment that could easily be damaged by these unexpected surges in power. When conducting a motor test with one of ALL TEST Pro’s line of deenergized motor testers it is particularly important that these capacitor banks or surge arresters are disconnected and isolated from the motor.
 These capacitors and surge arresters will filter test results and create incorrect and inconsistent readings which can lead to false diagnoses of the motor. When testing a motor with a capacitor bank or surge arrester it is recommended to take a test directly at the motor with the incoming motor cables disconnected. You can also disconnect the motor cables at the load side of the capacitor bank or surge arrester and conduct a motor test at that point. Always remember to conduct multiple tests before condemning a motor to verify consistency of results. Please refer to the Motor Circuit Analysis manual for more details on condemning criteria.
These capacitors and surge arresters will filter test results and create incorrect and inconsistent readings which can lead to false diagnoses of the motor. When testing a motor with a capacitor bank or surge arrester it is recommended to take a test directly at the motor with the incoming motor cables disconnected. You can also disconnect the motor cables at the load side of the capacitor bank or surge arrester and conduct a motor test at that point. Always remember to conduct multiple tests before condemning a motor to verify consistency of results. Please refer to the Motor Circuit Analysis manual for more details on condemning criteria.
Not only is MCA (Motor Circuit Analysis) a great way to determine developing winding faults of a motor at the earliest stage but it also can be used to pinpoint the exact location of a fault in a motor system from the MCC (Motor Control Center) all the way to the motor. One of the most crucial factors to find early-stage faults is conducting two baseline tests when installing the motor. The first baseline test should be performed directly at the motor completely disconnected from any motor cables or other equipment. Future tests can then be compared and trended to this baseline test to look for changes which will signify a motor fault.
Once the motor is installed into the machine a second baseline test should be performed directly from the MCC. This will establish a baseline test all the way from the MCC to the motor and again can be referenced when taking future tests.
With both baseline tests it will be quite simple to determine the exact location of a fault if a motor is starting to fail or intermittently tripping a drive or circuit breaker. First a test should be performed directly at the MCC and then compared to the initial reference test from the MCC.
If there is a deviation between test results or a WARN or BAD indicator is displayed on the results screen the technician should then conduct a test directly at the motor with the motor cables disconnected. If there is still a deviation between the new test and the initial baseline test taken directly at the motor or a WARN or BAD indicator the technician can conclude the motor is the root cause of the failure and should be addressed appropriately. If the deviation between tests clears and no WARN or BAD indicators are established, then the motor cables and connection points at the MCC can be investigated further until the root issue is found.
(MCA™) Motor Circuit Analysis™ takes the guesswork out of rebuilt and new stock motors. By performing a quick, less than 3-minute motor test as soon as a motor arrives, you can put your mind at ease knowing the motor is perfectly healthy and will function properly once installed or you can reject the motor directly at the shipping dock if it fails to meet your criteria.

Depending on the application, a motor install can take up to an entire day of work so performing a test prior to installation eliminates the chance of the motor not working properly. The process and goals are the same for rewound or new motors: save time, ensure safety, get the replacement installed the first time & improve morale. Never again go through the struggle of a tough motor installation to just to have to pull it out because the motor trips as soon as power is applied. By implementing this single strategy your company will save money and prevent unnecessary extra work by installing and uninstalling a defective motor.
MCA™ is used to test inbound and outbound motors (new and used). Motor tags with MCA™ information help communications between vendors and customers as well as maintenance staff. MCA™ determines the motor’s health and status eliminating motor inventory ambiguity whether a motor is being shipped outbound (vendor or customer) or being received inbound for stock or immediate use.
(MCA™) Motor Circuit Analysis™ takes the guesswork out of rebuilt and new stock motors. By performing a quick, less than 3-minute motor test as soon as a motor arrives, you can put your mind at ease knowing the motor is perfectly healthy and will function properly once installed or you can reject the motor directly at the shipping dock if it fails to meet your criteria.
As early as the 1960’s, many companies realized that by routinely monitoring the operating condition of rotating equipment it is possible to obtain an advanced warning of operational or other problems that would impact continued efficient operation. This early warning provides time to remove the machine from operation and affect minor repairs and adjustments before catastrophic failures occur.
This maintenance philosophy, referred to as Predictive Maintenance (PdM), has escalated since the early 1980’s, with the introduction of microprocessor-based data-collectors. Many of the machines’ operating characteristics, such as temperature, pressure, oil condition, vibration and performance can be trended to identify changes. However, one of the glaring holes in predictive maintenance has been the inability to identify faults easily & accurately within electrical equipment, such as motors, transformers, solenoids and other like equipment. One of the main reasons for this was the lack of available easy-to-use predictive maintenance instruments for testing motors or other electrical equipment.

Predictive maintenance instruments should be:
• Hand-Held
• Easy to use
• Provide easy to understand answers
Implementing Predictive Maintenance Implementing a successful predictive maintenance program requires a complete understanding of the PdM process. Successful predictive maintenance consists of three phases – Detection, Analysis and Correction.
Successful predictive maintenance consists of three phases – Detection, Analysis and Correction.
Detection The detection phase involves periodically monitoring the operating characteristics of the selected equipment. These values are trended, compared to previously recorded data from that machine or similar machines, then compared against pre-determined or published standards and/or reviewed for any change.
During the detection phase, the data collection process should be done quickly and carefully, with the intent of
monitoring as many machines as possible. When a change is detected, additional data may be necessary, to
determine the cause of the machine’s condition change. This is done during the analysis phase.
In most cases, the Motor Circuit Analysis™ (MCA™) data taken during the detection phase may be sufficient to
identify developing shorts or other winding issues. But at times, additional data or testing needs to be performed
to identify the problem more accurately.
It is usually a waste of time to perform these tests for a more detailed analysis during the detection process, as it slows down the detection process. Most experienced predictive maintenance departments have recognized the importance of separating these two processes.
 Analysis The analysis process involves taking additional and perhaps different types of tests than the detection process. This additional testing may require disconnecting the motor from the load, turning the shaft, or separating the motor leads and requires more time to take the data. Since usually only a few machines during the detection inspection exhibit any significant change, it is usually more time effective to only take the data necessary to identify a change during the detection process, and then go back for a more detailed look once a change is detected.
Analysis The analysis process involves taking additional and perhaps different types of tests than the detection process. This additional testing may require disconnecting the motor from the load, turning the shaft, or separating the motor leads and requires more time to take the data. Since usually only a few machines during the detection inspection exhibit any significant change, it is usually more time effective to only take the data necessary to identify a change during the detection process, and then go back for a more detailed look once a change is detected.
However, if the plant site is remote or has other access limitations, these may justify more detailed data be taken during the detection process.
Correction The correction phase involves correcting and eliminating the problem that triggered the analysis. This may require cleaning a motor, tightening connections, or a complete motor rewind. The exact type of correction and repairs are determined by the analysis.
The financial investment to implement an MCA™ testing process starts as little as $5,500 USD depending upon motor type and your needs. You will improve rotating equipment reliability by finding the defects early when your company can plan and schedule the outage versus experiencing the pain of machinery failure when least expected. You will improve maintenance staff productivity by equipping your technicians with the correct tools to perform their job in an efficient, safe & accurate manner.
The motor and associated cabling have service factors to consider for your process environment as does the equipment you use to monitor your uptime.
Variables to consider when replacing your motor and cabling are operating environment temperatures, conditions of process (wet, dry, dirty, etc.) and the process load. Ambient temperature at the facility may increase during the process phase of the activity. Over time the heat will transfer to other parts of the motor. Motor insulation classifications help determine the requirements for the optimal motor insulation to operate at a temperature rating for a specific operating lifecycle. This is the rise in temperature above the ambient temperature of the process environment to a maximum.
A given rating does not determine that an electric motor will run forever rather, it means that the insulation used on the motor winding should not fail at specific temperatures and then age and degrade as normal over the life of the motor. At some point the insulation reaches a point where the applied voltage is no longer able to be contained and a short or open winding may occur. NEMA (National Electric Manufactures Association) develop technical standards for electrical equipment and rates motors as Class A through H. An A rated electrical motor being lower temperature (105 degrees Centigrade) and H (180 degrees C) being the highest temperature with specific temperature rises and hot spots (center point of the motor’s winding where the temperature is higher). Having the correct motor insulation for your environment is critical for uptime. Arrhenius equation states that chemical reaction rates double for every 10° C temperature increase. Operating motors above the maximum temperature rating will rapidly degrade the life of the insulation and the motor life.
 Environmental conditions have a direct impact on your motors. Starting with the right motor and cabling help ensure uptime. To understand, track or trend the condition of motors and cables, ATP recommends the use of MCA™ technology.
Environmental conditions have a direct impact on your motors. Starting with the right motor and cabling help ensure uptime. To understand, track or trend the condition of motors and cables, ATP recommends the use of MCA™ technology.
Motor Circuit Analysis™ tests all cabling, connections and electrical motor, without advanced electrical knowledge, use of multiple test points, and excessive time (test motor at motor control or at motor in under 3 minutes). MCA™ can determine motor health (rotor& windings), cabling and connection issues, VFD issues, and other troublesome issues that cause motors to fail, stop, run intermittently, and cause process problems. MCA™ is the only field proven, patented electrical technology in the world that can find early winding faults in motors, generators, transformers, or any coil in their earliest stages before they begin to cause problems.
MCA™ fully exercises the winding insulation system to identify
the slight changes in the winding insulation system occur over time. To determine winding health, MCA™ measures multiple standard electrical measurements of resistance, inductance, impedance, currency frequency response, phase angle, dissipation factor, resistance, and capacitance to ground to evaluate both the winding and the groundwall insulation systems. MCA™ uses a proprietary algorithm to create a single value, TVS, that defines the condition of the winding and rotor system. Changes in the TVS indicate changes in the motor and the motor’s health. The patented MCA™ dynamic test can be performed by simply manually rotating the motors rotor while the motor is deenergized to create the (dynamic rotor signature) & the stator (dynamic stator signature). This test can be performed on the plant floor to determine the status of the rotor & winding in 3 conditions, OK, Warn, or Bad. MCA™ automatically evaluates the condition of the motor using easy to follow on screen instructions. Testing the motors remotely from the MCC locates developing faults in the cabling, motor or even faults in the controller.
Testing the motors remotely from the MCC locates developing faults in the cabling, motor or even faults in the controller.
Electrical equipment operating in an explosive environment must be designed to prevent arcing or high temperatures that could be a source of ignition in this atmosphere. Motors that are designed to operate in these environments generally have an explosion proof rating. Motors selected for these applications should ensure the maximum surface temperature of the selected motor be lower than the ignition temperature of the area in which it is placed.
Within industry, all explosive and flammable atmospheres have been classified into zones for IEC motors and Division, Class and Group for NEMA motors. In either case, considerations are dependent on temperature and the nature of explosive or flammable material the motor would be operating near.
It is up to the end user to ensure the motor is installed, maintained, and operated in a way that does not pose any risk of ignition in the specified zone. One area of concern is selecting the correct XP motor to operate with VFD’s. When operating XP motors on VFDs, motors can challenge or even subvert many of the protective features built into XP motors. For example, motors that operate successfully on 50 or 60 Hz sinusoidal inputs may not maintain the same operating characteristics when connected to VFD’s.
Changes in the motors operating characteristics are caused by output voltage waveforms created by the PWM (pulse-width modulation) that controls and varies the speed of the motor. The output of the drives create steep voltage rises which can be reflected due to long cable runs from the drive to the motor. These reflected voltages can cause the voltage at the motor terminals, (as much as 250% higher) than the supply voltage. Additionally, the PWM signal creates harmonics in the voltage supplied to the motor which causes additional internal heating.
Additional surface temperature increases occur as the motor speed decreases. This is a result of the decreased cooling air flow coming from the cooling fan. The first law of fans is the volume flow rate is directly proportional to the shaft speed. Therefore, if the fan is directly attached to motor’s rotor, the air flow across or through the will decrease proportionally with a decrease in the shaft speed. XP motors which may be rated to operate in a hazardous area at rated speed may result in dangerous conditions when operated at reduced speeds.
Any condition that results in increased surface temperatures can create problems in explosive atmospheres. If a VFD is required for an XP motor, it is necessary to select the proper motor & VFD combination. Operating XP motors on VFD’s begins with selecting the correct motor/drive combinations that takes into considerations the ambient condition, supply voltage, frequency, motor speed & load, type of load as well as the zone and group. It is important to only use XP motors that are certified for variable speed operation within the temperatures and speed ranges of the hazardous zone they are placed in.
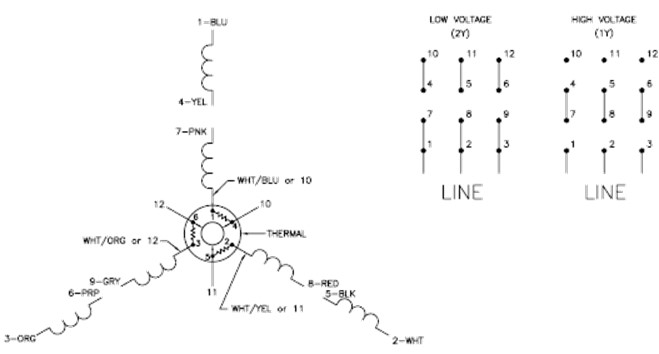
Figure: Wiring configuration for the motor with internal thermal sensors
A common protective feature for XP motors is internal temperature sensors in the motor windings that shut the motor down in cases of over-temperature. If the motor reaches the predetermined temperature limit, the motor will shut down. As the motor cools the thermal sensors may automatically reset or need to be manually reset. If the thermal overloads need to be manually reset the user will know why the motor failed, however, with automatic resets the fault of the shutdown will be unknown, and the motor will run again.
MCA™ (Motor Circuit Analysis™) will confirm the condition of the motor winding and verify VFD trips are being caused by the thermal trips and not degradation of the winding’s insulation. Performing a static test and comparing the current TVS to the RVS can quickly confirm the overall condition of the motor. A dynamic test performed by manually rotating the shaft will provide a more thorough evaluation of the electrical portions of the rotor and stator. A Phase comparison or Z test can quickly evaluate the condition of the winding insulation.
Motors age differently based on application, load, usage, the plant environmental temperatures, humidity, and contamination issues related to the motors process. Common issues with motor failure are bearings, stator winding, and rotor issues.
Over the last 5 decades predictive maintenance programs (PdM) have taken the forefront in plant environments with a large population of rotating equipment. The majority of the machines in these plants are driven by electric motors. Yet, the majority of PdM technologies are unable to evaluate the condition of the electrical portion of the motors.
The most common motors used in these applications are 3-phase squirrel cage AC induction motors, generally < 1000V supply voltage. These are the motors that the TVS™ is designed to quickly test, evaluate and report the condition of the electrical portion of these motors. The TVS is the only method available to deliver this very important detection phase of the PdM process.
TVS™ is a patented test method within MCA™ that
utilizes the various measurements proven (more than 35 years in the field) to identify the condition of the insulation surrounding the conductors which make up
the coils in the motor winding system or rotor issues. TVS™ tracks the life of a motor asset from receipt, installation to decommissioning or repair (cradle to grave). TVS™ is an acronym for TEST VALUE STATIC™, which is a measurement derived after performing an MCA™ Static test. This number when compared to a baseline test is a powerful indicator for faults developing in the electrical portion of either the rotor, stator windings or both. The initial TVS™ test is converted to the RVS, or Reference Value Static.
The RVS is the number which future TVS™ numbers are compared against. RVS values can be saved for each individual motor in the instrument or uploaded to the MCA™ software for storage and analysis.
Establishing the average TVS™ for known good motors of the exact motor type (manufacturer, model, with same manufacturing tolerances, etc.) can be used to assess the condition of all new or rebuilt identical motors.
When a new TVS™ number compared to the RVS number varies by more than a 3%, either the instrument or MCA™ software will provide a warning indication. A warning indicates the condition of the motor is beginning to degrade, which could be in either the winding insulation or the rotor electrical system.
If the current TVS™ deviates from the RVS by > 5% the instrument or MCA™ software will provide a “Bad” condition signifying that severe degradation has occurred in the electrical portion of the motors winding or rotor system.
Static Test – is a patented test that performs a series of low voltage measurements on all three phases of squirrel cage induction motors at 5 different frequencies to define the condition of the motor with a single number. The results of the series of these tests are the input for a proprietary algorithm to create a single number which is the Test Value Static™ (TVS™). The TVS™ defines the condition of the electrical portion of the motor windings insulation system as well as the electrical portion of the squirrel cage rotor.
Dynamic Test – is a patented test that measures and records the impedance of each phase as the motor’s rotor is manually rotated smoothly and slowly. The user manually rotates the shaft uniformly with the aid of an automated beeps transmitted from the instrument to maintain the cadence on the rotation speed. The % in change of impedance is calculated by the instrument while the rotor is being manually rotated. The stator and rotor signatures display the changes for each phase while the rotor is being rotated. This test can determine if the developing fault is located in the winding insulation system (Stator) or the rotor electrical (Rotor) or both. Unlike the Static test, the Dynamic Tests can evaluate the condition of 3 phase squirrel cage induction motors with a single test.
Both the “Static” Test and the “Dynamic” test’s unique patented methods have eradicated errors associated with the rotors and stator fields relative positions thereby eliminating the need to perform additional “Rotor Compensated Tests” to confirm the fault.
The (IND) Industrial test (on the ![]() instrument) accesses the static, dynamic, insulation resistance to ground (IRG), DF (Dissipation Factor), and capacitance to ground tests (CTG). Motors should never be condemned using a single TVS™.
instrument) accesses the static, dynamic, insulation resistance to ground (IRG), DF (Dissipation Factor), and capacitance to ground tests (CTG). Motors should never be condemned using a single TVS™.
IND (Industrial Test) – are a series of tests performed within the MCA™ technology suite that accesses all of the measurements required to quickly and completely assess the condition for 3 phase squirrel cage induction motors < 1000V. The IND test provides the screens and instructions to performs the static and dynamic test. This test can be performed as part of the entire motor health check or isolate and locate developing faults if dictated by the test results.
The IND test also provides the displays and instructions to test and evaluate the ground wall insulation (GWI). Combining insulation resistance (IRG) & capacitance (CTG) to ground with the dissipation factor provide a more complete evaluation of the condition of GWI than the IRG measurement by itself.
https://alltestpro.com/resources/tech-tips.html#1607023307349-49097e7c-539b
How to Use TVS™ Static:
Static Test “RVS Solo” – This is the static test taken directly at the motor. All new and rebuilt motors should have the complete suite of IND tests including a static and dynamic test performed before accepting the motor from the supplier or repair facility.
The dynamic test will confirm the motor is in “Good” condition or locate faults in the electrical portions of either the stator or the rotor sections. If the dynamic test is good, this confirms the motor is in a “good” condition. This test is saved as REF.
Any changes in the electrical condition of the motor will be reflected as a change in the TVS. All future testing of the motor simply requires performing the Static test and comparing the resultant TVS™ to the stored RVS for that motor, if the current TVS™ < 3% the condition of the motor is the same as when the RVS was performed. If the results are 3%≥ TVS™ < 5%, degradation in the electrical portion of the motor is occurring. If the TVS™ >5% from the RVS a severe fault is detected, either in the rotor or the stator. At this point a dynamic test needs to be performed to determine if the degradation is occurring in the stator or the rotor.
Static Test Remote “RVS Remote” – Before a motor is placed in a system. A static test should be performed and compared to the RVS “Solo”. If the change is < 3% then the condition is the same as it was when it was new. After the motor is placed in service perform a Static test from the MCC (motor control center) and Save as REF, this is the RVS “remote” value. This new value will include the effects of all of the components in the MCC, & cabling from the MCC to the motor. (Note, this doesn’t confirm the cabling or the electrical components of the MCC are fault free, but it defines the condition of the entire electrical system (from the MCC through the motor).
 Now any future readings can be taken from the same location in the MCC as the RVS remote was collected. Compare these “current” values to the stored RVS remote, using the same guidelines >3% & > 5% are used to evaluate the entire electrical system from the MCC through the motor.
Now any future readings can be taken from the same location in the MCC as the RVS remote was collected. Compare these “current” values to the stored RVS remote, using the same guidelines >3% & > 5% are used to evaluate the entire electrical system from the MCC through the motor.
If a fault is developing isolating to the motor or the cabling, simply requires performing a Static test at the motor and comparing it to the RVS Solo. If these values are less <3% then the fault is either in the cabling or the electrical portion of the MCC. However, if the “current” TVS™ >3% from the RVS solo, then a fault is developing inside the motor. At this point it is recommended to conduct a dynamic test to isolate the fault to the rotor or stator.
TVS™ is a powerful tool in assessing motors. TVS™ saves you time when implemented. TVS™ takes reliability to a higher level for operating processes by quickly identifying changes in motor assets on a continuous basis.
ATP’ s patented MCA™ method is the only company in the world that can consistently locate developing winding faults in the earliest stages, and is field portable, and field proven for over 35 years. ATP customers are located worldwide, include government, military, Fortune 100 & 500 companies that rely on MCA™ instruments to keep their operations running smoothly by performing nondestructive tests in the safest of ways.
In equipment with three phase windings all phases should be identical (same number turns, same wire size, coil diameter, etc.) Consequently, all characteristics of the windings should also be similar. If a change occurs in any one of these characteristics, the change is never for the better, (windings do not repair themselves) as degradation is taking place.
By analyzing the amount and relationships of the change it is possible to identify the cause of the degradation. Once the cause and the severity of the degradation are known it is now possible to determine the necessary action.
In a healthy 3-phase motor, all winding measurements should be balanced.
All Balanced = Good
One or more Unbalanced = Not Good
What do YOU do when a motor fails?
What tools do you currently use to determine if the motor is “good” or “bad”?
If you’re like most people, you probably have a Meg-ohm Meter and a Digital Multi-Meter.
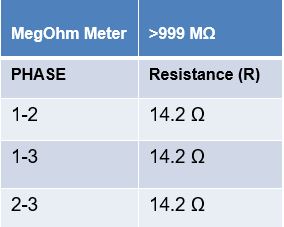
Let’s look at an actual motor test on an installed motor where the drive had tripped.
• What would you say about the condition of this motor?
• Did you replace the drive or the motor?
Using Motor Circuit Analysis™ (MCA™), this is what the electrician found.
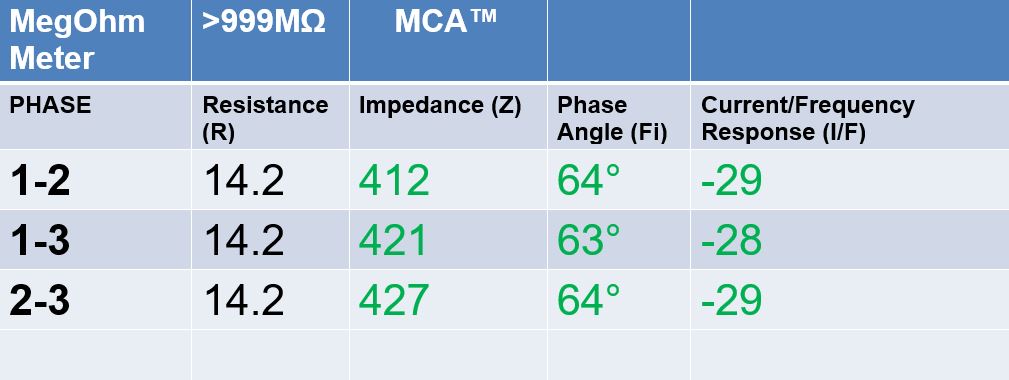
If you replaced the motor, you cost your company time and money, both in the cost of the motor and you’ll have to replace or repair the drive when it trips again.
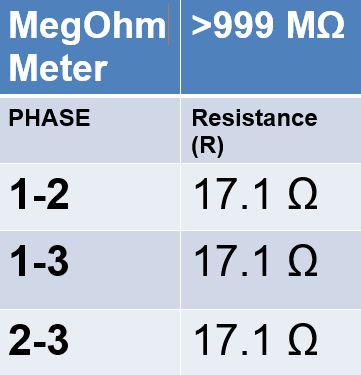
Guess what? The same electrician had an identical motor trip the drive on a different line.
Using Motor Circuit Analysis™ (MCA™), this is what the same electrician found.
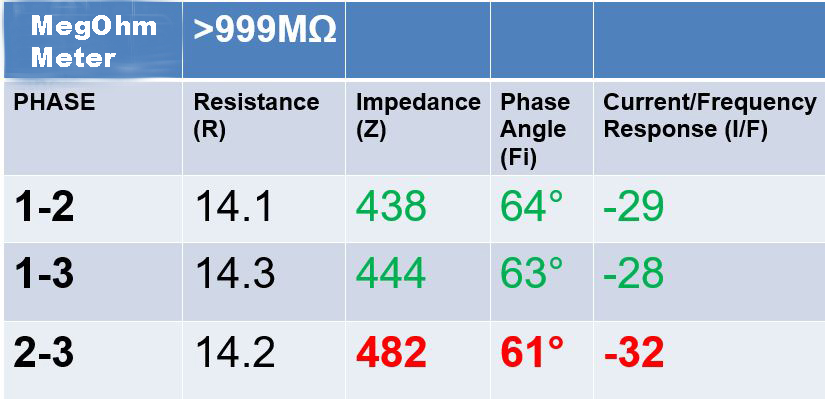
What would you say about the condition of this motor?
If you said, “The Motor is bad”, you are correct.
ALL-TEST Pro is committed to ensuring the reliability of motors in the field & maximizing the productivity of maintenance teams everywhere. Our equipment is used in commercial, government &military institutions worldwide. Applications include AC/DC electric motors, transmission, distribution transformers, machine tool motors, servo motors, AC/DC traction motors & more.
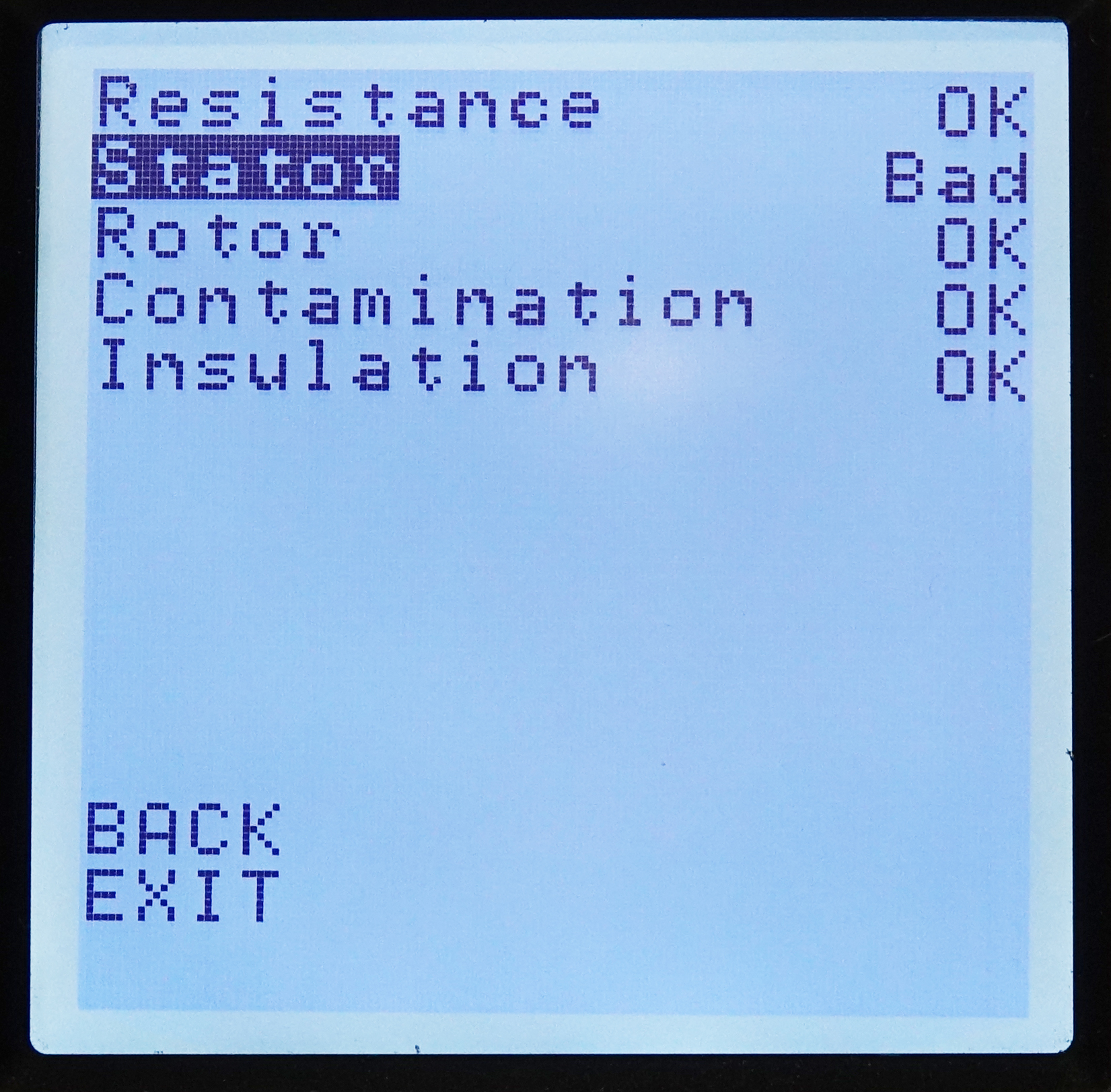
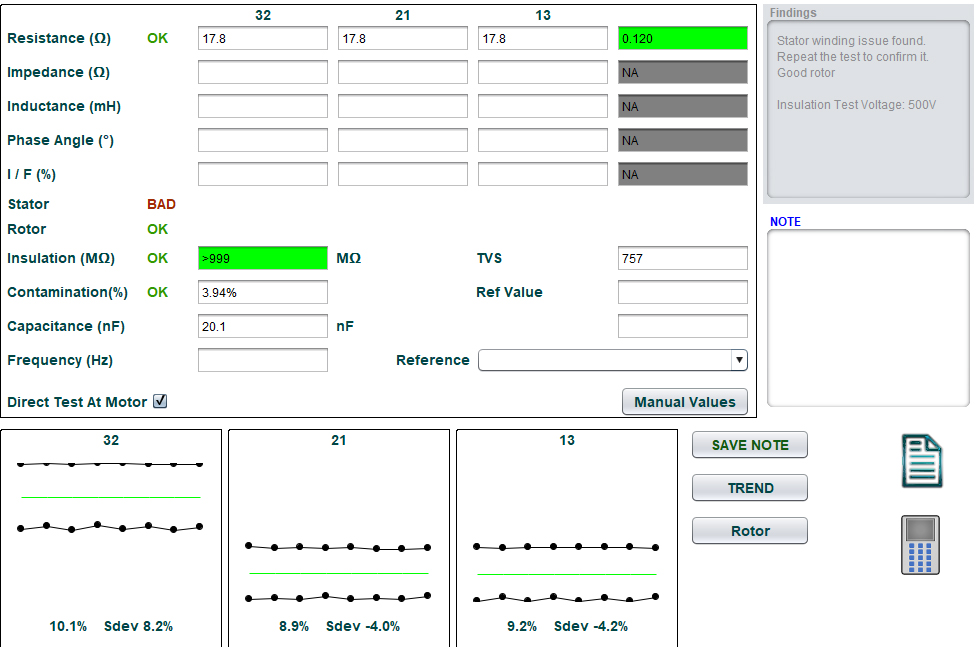
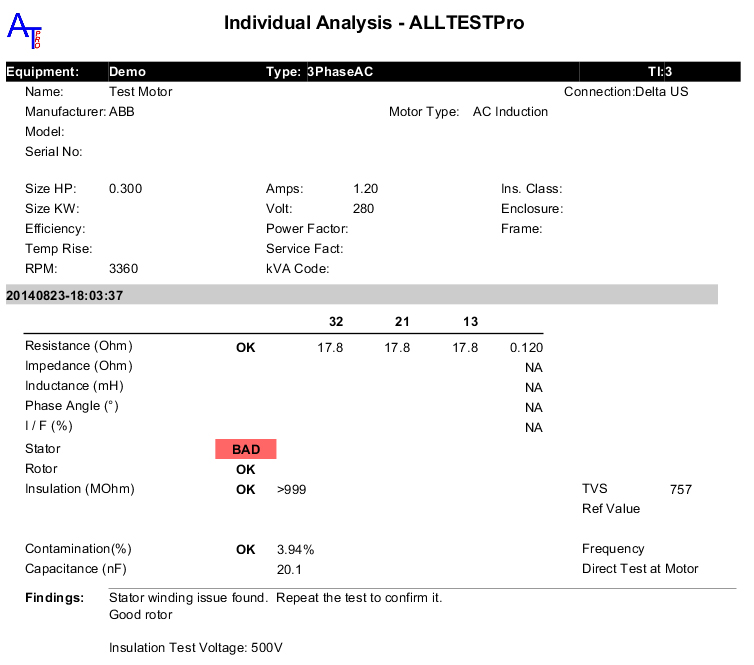
(Sample Software and Instrument screen shots. Does not represent what is discussed above.)
Ensure your processes are operating at peak performance before you hit the restart button, again.
Motor overloads occur when motors are drawing too much current. The main issue with excess current is that it creates heat which degrades the insulation surrounding the conductors that creates stator magnetic field. Continued degradation of the winding insulation results in failure of the insulation and eventual motor failure.
It is important to recognize that an overload condition exists but just as important to determine and correct the cause of the overload before attempting to restart the tripped motor.
There are many reasons why motors draw excess current, but they can be classified as mechanical, electrical or load related.
Mechanical issues include (but are not limited to) mass unbalance, shaft or bearing misalignment, over-tighten or loose belts. These faults are the most common sources of vibration associated with rotating equipment. Approximately 30% of the time, when these sources are present, they will create a resonant condition. Resonance occurs when the frequency of an oscillating force is near the natural frequency of a spring system. Resonance is an enormous energy robber and will create an increased load to the motor.
Electrical issues can be a cause of incoming power, such as voltage mismatch, (over voltage or under-voltage), voltage unbalance or excessive harmonic content. Winding insulation degradation or breakdown can cause intermittent faults. Since electrical insulation has a negative temperature coefficient, these faults disappear after the motor stops and the insulation cools. Electrical Rotor issues such as static or dynamic eccentricity, cracked, broken rotor bars or casting voids cause the rotor to operate below rated speed which reduces the back emf created by the rotors turning action and will cause an increase in rotor current.
Process or load issues such as too much flow, cavitation, flow resonance will also cause the rotor to run below the rated speed which causes the motor’s rotor current to increase, creating an overload condition.
To protect against these failures, motor controllers have protective relays (overloads) that automatically remove power from the motor to prevent these failures from causing the motor to catastrophically fail. In most applications the motor trip is the first indication of a problem in the motor system.
When this occurs, operators are allowed to attempt to restart the motor 3 times before contacting maintenance. However, depending on the cause of the overload, these restarts may be exacerbating the issue resulting in further motor damage or catastrophic failure. Restarting the motor does not address the cause of the excess current.

ALL-TEST PRO 7™ provides an easy-to-use handheld instrument that can provide you with a complete and thorough examination of the motor system from the Motor Control Center (MCC) in less than 3 minutes. These tests ensure the motor is “safe” to restart. This instrument will quickly evaluate the condition of the ground-wall insulation, winding insulation, and any developing rotor issues and assesses the condition of the motor and displays its condition on the instrument screen in one of three conditions, “Good”, “Warn”, or “Bad”.
 After the motor is restarted or even before the motor trips the ATPOL III™ can be used to evaluate the entire motor system from incoming power to the entire process itself. The ATPOL III™ uses the motor’s voltage and current to completely analyze the entire motor system while the motor is operating under load. The ATPOL III™ performs a simultaneous data capture of all three phases of voltage and current to quickly evaluate any power supply issues that can cause the motors current to increase. Additionally, it performs an A/D conversion of the motor’s voltage and current that is uploaded to the ESA Software to evaluate the electrical and mechanical condition of the motor as well as the mechanical condition of the driven machine.
After the motor is restarted or even before the motor trips the ATPOL III™ can be used to evaluate the entire motor system from incoming power to the entire process itself. The ATPOL III™ uses the motor’s voltage and current to completely analyze the entire motor system while the motor is operating under load. The ATPOL III™ performs a simultaneous data capture of all three phases of voltage and current to quickly evaluate any power supply issues that can cause the motors current to increase. Additionally, it performs an A/D conversion of the motor’s voltage and current that is uploaded to the ESA Software to evaluate the electrical and mechanical condition of the motor as well as the mechanical condition of the driven machine.
After resetting the overloads, the operator will restart the motor. If the motor operates successfully, that is usually the end of the situation. However, the reason the motor tripped is still unknown and it could cause additional trips to occur in the future. Typically, each subsequent trip occurs at reduced intervals indicating further degradation of the motors condition. However, before restarting the motor, a few basic mechanical and electrical checks should be performed.
Recommended procedures to an unexpected motor trip or the most basic checks performed before attempting to restart tripped motors:
• Mechanical check is to rotate the shaft: Does the coupled shaft rotate freely?
If not, determine if it is the motor or the driven machine that is preventing the motor system shaft from rotating freely, by separating the coupling and turning each of the machine’s rotating element. If either shaft does not rotate, correct the fault prior to attempting a restart. If either of the machines does not rotate freely suspect the bearing.
• Electrical checks
Use the ALL-TEST PRO 7™ to perform all the static tests and Insulation Resistance to ground (IRG) tests from the MCC. If a fault is detected from the MCC, retest directly at the motor. At the motor perform the static test, IRG, dissipation factor (DF) and capacitance to ground. If the Test Value Static (TVS) deviates by more than 5% from Reference Value Static (RVS) perform a Dynamic test. If the TVS is <3% from average and DF & IRG are within recommended range the fault is in the cabling or the controller.
After restarting the motor, conduct an energized test using the ATPOL III™ to evaluate the mechanical and electrical condition of the entire motor system. These one-minute tests will determine the quality of the incoming power, the electrical and mechanical condition of the motor, the mechanical condition of the driven machines as well as any anomalies of the process such as cavitation, pump impeller clearance issues or flow resonance.
The ESA Software then automatically analyzes the uploaded test results to evaluate and report the condition of the entire motor system in an easy-to-understand multi-page report that provides the electrical and mechanical condition of the motor and the driven machine.
A belted system can be evaluated by inputting information regarding pulley size and belt circumference into the Electrical Signature Analysis (ESA) software. The ESA software then automatically calculates the belt frequency and will generate cursors to help evaluate the condition of the belted system. A belted system that is not properly installed can cause problems such as misalignment, sheave/belt wear, and can end in bearing failure. These results can be trended over time. ESA evaluates the current and voltage spectrums using a Fast Fourier Transform (FFT), which converts the time waveform to a frequency spectrum. The FFT highlights amplitude and frequencies to identify belt and pulley issues.
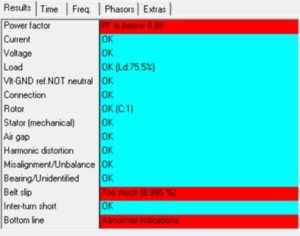
Related Resources:
Electrical Signature Analysis (ESA)
Read more about the ESA testing method and how it is used by ALL-TEST Pro’s motor testing instruments.
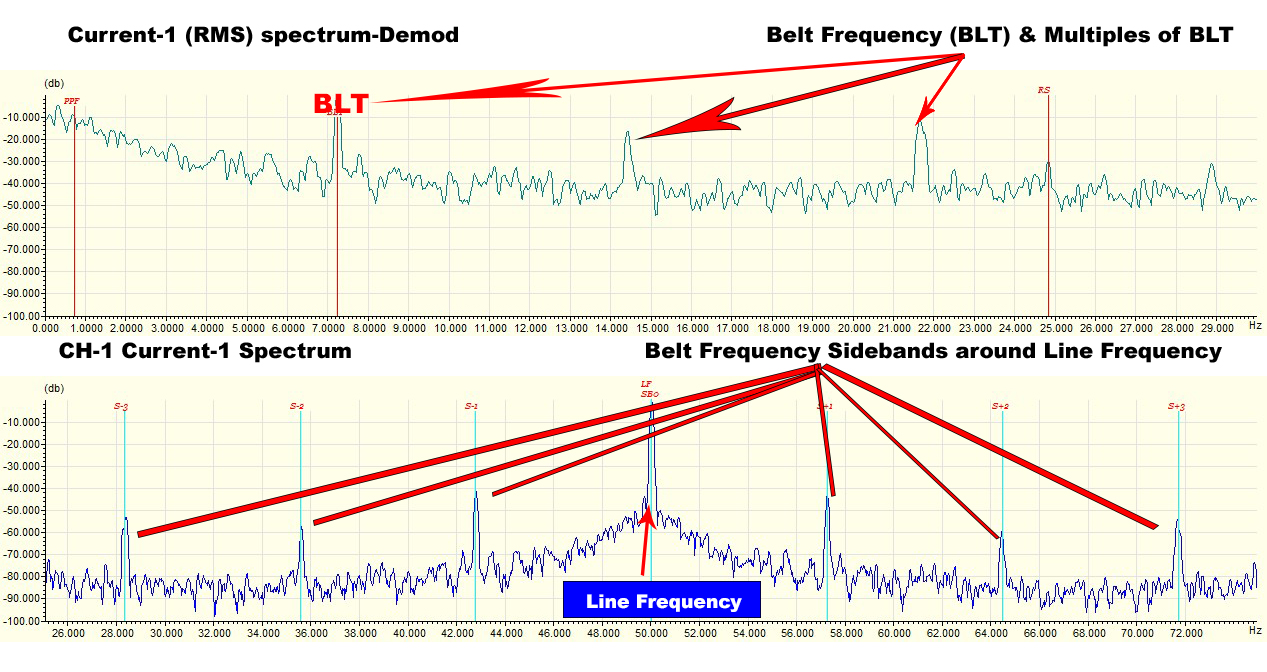
As an example, the low frequency data above is from a fan driven by a 150kW, 400V, 260A, 1485RPM induction motor. The peak labeled BLT is the belt frequency which is the speed of the belt. Additionally, there are multiples of the BLT and these are shown in both spectra. The lower spectra show the Line Frequency Peak and then that there are sidebands on either side of the Line Frequency that are at the BLT frequency.
The multi-technology approach to motor diagnostics means you are utilizing different testing technologies that will complement and validate each other. One example is your vibration technician suspects a possible rotor problem in a critical application, but the cost to replace means a shutdown of production, where the motor’s cost is small compared to the incurred costs of the shutdown.
In a situation like this, many people would be reluctant to make the call for replacement,for if the diagnosis is wrong, the cost is very high.Therefore, this motor may be run to failure, due to the uncertainty of the diagnosis. In this case, to put the multi-technology approach in practice, use Electrical Signature Analysis (energized testing) to confirm or rule out the preliminary findings (bad rotor). If the shaft of the installed motor can be turned or the load quickly disconnected, then a Motor Circuit Analysis test (deenergized) can be performed to assess the condition of the rotor, stator, and connections. By utilizing the multi-technology approach you will have more confidence in your findings and hence, a greater degree of certainty that you have determined the real fault(s).

Motors are designed to operate between 50 & 100% of rated load. The best operating efficiency for most motors is around 75% of rated load. Power factor (PF) is a measurement that can quickly determine the amount of load on a motor. Typically, motors with low PF during normal operation are oversized for their current application and will cost more to operate than a more correctly sized motor. Motors operating with low PF will contribute to low system PF, which could result in high PF charges by the utilities and higher energy loss within the motor. Using PF to correctly size motors in the plant will result in increased electrical reliability and less wasted energy.
Electrical Signature Analysis (ESA) evaluates both voltage and current, giving a broad view of motor system health that includes incoming power quality. Combining this information with knowledge of the application can indicate opportunities for energy cost savings.
Related Resources:
Electrical Signature Analysis (ESA)
Read more about the ESA testing method and how it is used by ALL-TEST Pro’s motor testing instruments.

A Stator Mechanical fault is created when the stator core becomes loose within the motor frame, or if the windings are loose between the stator slots. A loose stator core or winding over a period of time will cause a breakdown in either the winding insulation system or insulation system to ground. Electrical Signature Analysis (ESA) evaluates the current and voltage spectrums using a Fast Fourier Transform (FFT), which converts the time waveform to a frequency spectrum. The FFT highlights amplitudes and frequencies identify mechanical faults such as problems with the stator.
When there are peaks at the same frequency in the current and voltage spectrums they are related to the incoming power. When there are peaks only in the current and not the voltage, then the fault is coming from either the motor or the driven load. In the ESA example on the right a Stator Mechanical problem is indicated by Line Frequency sidebands of running speed multiplied by the number of stator slots. The red arrows identify stator mechanical frequency peaks in the current spectrum and not in the voltage.
Related Resources:
Electrical Signature Analysis (ESA)
Read more about the ESA testing method and how it is used by ALL-TEST Pro’s motor testing instruments.
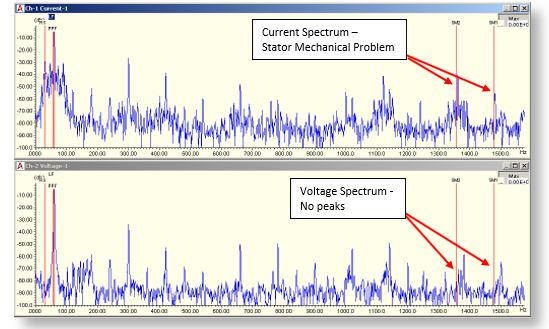
Static Eccentricity (air gap) is a fault that is created when the rotor is not in the magnetic center of the stator. Static eccentricity can cause an increase in operating current, overheating, energy losses, and overloading of bearings. Electrical Signature Analysis (ESA) evaluates the current and voltage spectrums using a Fast Fourier Transform (FFT), which converts the time waveforms to a frequency spectrum. The FFT highlights amplitudes and frequencies identify faults such as static eccentricity.
When there are peaks at the same frequency in the current and voltage high frequency spectrums they are related to the incoming power. When there are peaks only in the current and not the voltage, then the fault is coming from either the motor or the driven load. In the ESA example above a Static Eccentricity problem is indicated by Line Frequency (50Hz) and twice Line Frequency sidebands of running speed multiplied by the number of rotor bars. The red arrows identify static eccentricity frequency peaks in the current spectrum and not in the voltage.
Related Resources:
Electrical Signature Analysis (ESA)
Read more about the ESA testing method and how it is used by ALL-TEST Pro’s motor testing instruments.
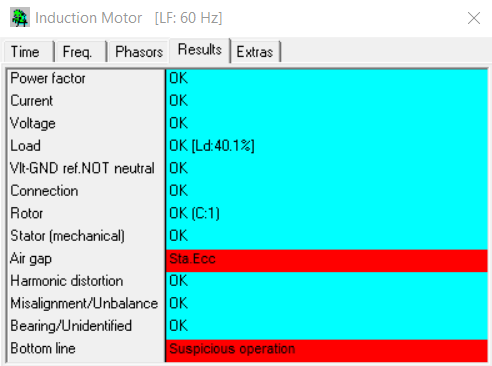
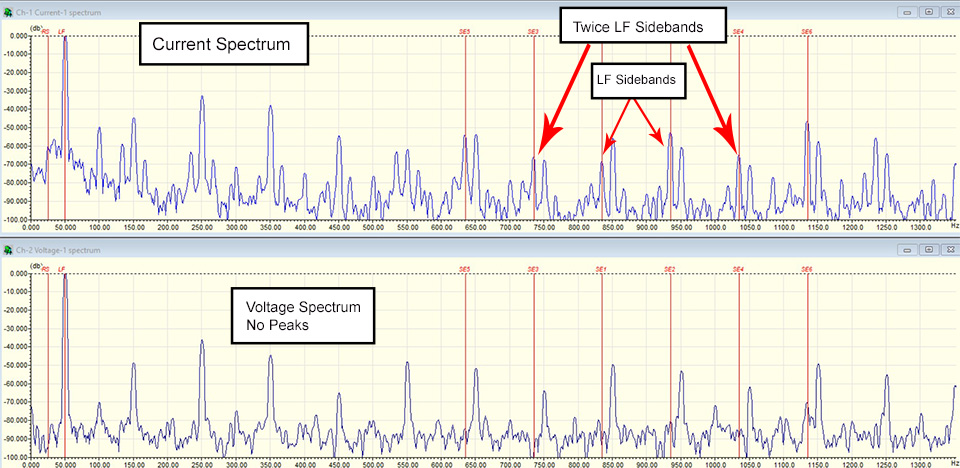
ESA Software confirming static eccentricity (air gap) issue.
A broken or fractured rotor bar fault can occur with excessive starts, large loads, manufacturing processes, etc. When a broken rotor bar occurs, there is no longer a path for current to flow. This creates stress on the neighboring bars in the form of increased current and heat. Eventually these rotor bars fail over time. Electrical Signature Analysis (ESA) evaluates the current and voltage spectrums using a Fast Fourier Transform (FFT), which converts the time waveform to a frequency spectrum. The FFT highlights amplitude and frequencies to identify mechanical faults such as broken or fractured rotor bars.
Generally broken or fractured rotor bars are found as elevated Pole Pass Frequency (PPF) sidebands of line frequency (LF). PPF is calculated using the synchronous speed minus the running speed times the number of poles. In this ESA sample there are PPF sideband spacing around LF (3600 RPM or 60 Hz) in the current -1 spectrum.
AC motor example:
460V, 1200 RPM (synchronous speed), 6 Pole motor, 1183.1 RPM (running speed), 60Hz (LF).
1200 RPM synchronous speed – 1183.1 RPM running speed = 16.9 RPM
16.9 RPM x 6 (# of poles) = 101.4 RPM or to work in hertz use 101.4RPM / 60 seconds = 1.69 Hz
PPF = 101.4 RPM or 1.69 Hz
Vibration and infrared may indicate an initial problem. Using ESA technology, you can pinpoint your motor’s actual problem or verify its condition.
Related Resources:
Electrical Signature Analysis (ESA)
Read more about the ESA testing method and how it is used by ALL-TEST Pro’s motor testing instruments.
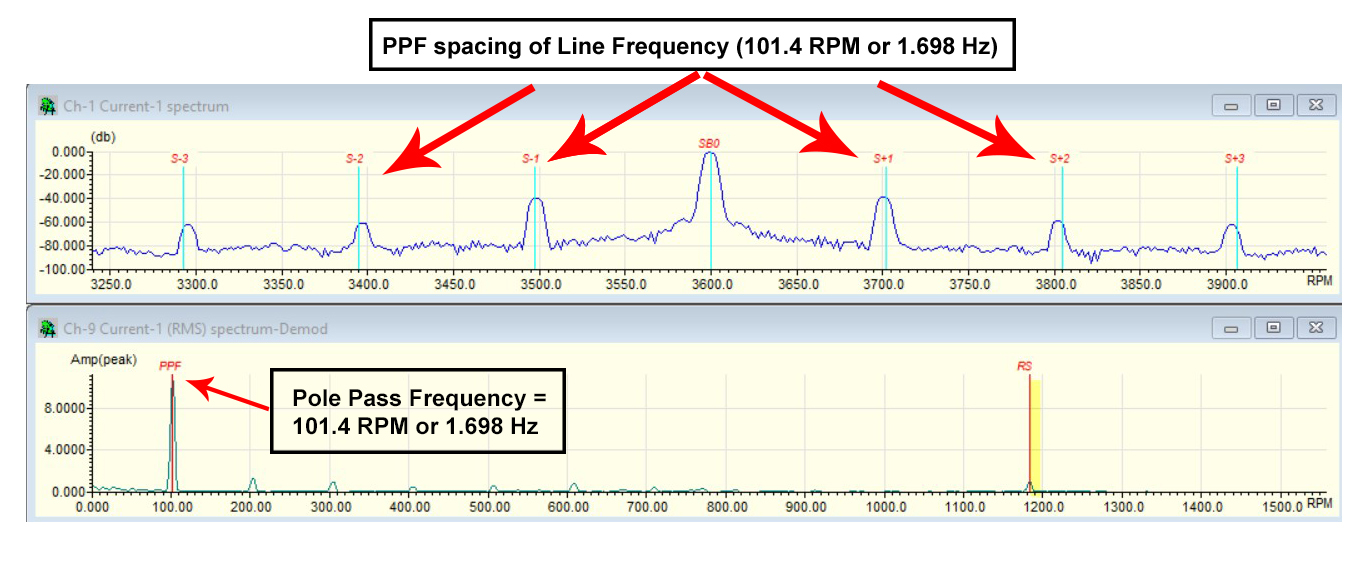
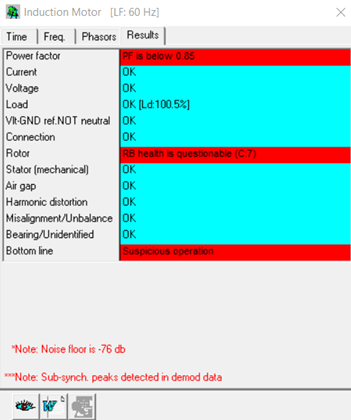
IEC defines voltage dips, swells, and interruptions as a variation in RMS voltage (root mean square) below 90%, above 110%, and below 10% of the nominal or a sliding reference voltage, respectively.
Nominal Voltage: The word “nominal” means “named”. The actual voltage at which a circuit operates can vary from the nominal voltage within a range that permits satisfactory operation of equipment
Voltage Dips: or sags are a temporary reduction in the RMS voltage of 10% or more below the nominal voltage. The decrease lasts from half a cycle to several seconds. Whereas undervoltage is a dip that lasts for more than 1 minute and can be caused by overloaded circuits or undersized conductors.
Voltage Swells: are the opposite of dips and they are defined as a momentary increase in RMS voltage of 10% or more above equipment recommended voltage range for a period of 1/2 cycle to 1 min, as defined in the IEC 61000-4-30 standard.
Voltage Transients: are defined as short duration surges of electrical energy and are the result of the sudden release of energy into a circuit of energy previously stored in the electrical circuit or induced into the circuit by other means. Transients differ from swells by being larger in magnitude and shorter in duration.
Transients can range from a few volts to several thousand volts and last microseconds up to a few milliseconds. Transients may be of either polarity and may be additive or subtractive energy to the original waveform. Transients are divided into two categories which are easy to identify: oscillatory and impulsive.
The “oscillatory transient” is the most common transient and is sometimes described as a “ringing transient”. This type of transients is characterized by deviations above and below the normal line voltage.
The other type “impulse transient” is more easily explained as a “single pulse” event, and it is characterized by having more than 77% of the one pulse above the line voltage. A lightning strike can be composed of multiple transients of this type.
Transients can be generated internally, or they can come into a facility from external sources. The least common of the two are externally generated transients.
Externally Generated sources: Lightning is the most familiar externally generated voltage transient. These transients may not come directly from lightning striking the power line, but they are normally induced into the power system when lightning strikes near a power line. Other externally generated transients may come from normal utility operations such as switching facility loads, cycling disconnects on energized circuits, switching on or off capacitor banks, reclosure operations or tap changing on transformers. Poor or loose connections in the distribution system can also transients.
Internally Generated sources: The majority of transients are created within you own facility caused by cycling devices on & off, discharge and arcing. Cycling inductive loads such as motors on or off a transient voltage will be produced. Even low horsepower motors (5 HP) can produce transients in excess of 1000V. Static electricity referred to as electrostatic discharge (ESD) can generate more than 20,000 V transients.
Arcing caused by faulty contacts in breakers, switches and contactors can produce an arc when voltage jumps a gap created by the faulty connection.
Related Resources:
Electrical Signature Analysis (ESA)
Read more about the ESA testing method and how it is used by ALL-TEST Pro’s motor testing instruments.
Effects of voltage variations:
Electronic devices: electrical and electronic equipment may operate erratically and are continually stressed by hundreds of transients that occur every day on the power supply network through switching operations of inductive loads such as air-conditioning units, lift motors and transformers. Switching transients may also occur as a result of interrupting short-circuit currents (such as fuses blowing).
Although switching transients are of a lower magnitude than lightning transients, they occur more frequently, and equipment failures unexpectedly occur often after a time delay; degradation of electronic components within the equipment is accelerated due to the continual stress caused by these switching transients.
Motors: will run at elevated temperatures when transient voltages are present, which lead to rapid degradation of the winding insulation and eventual catastrophic failure.
Lighting: Transient voltages cause early failure of all types of lights including premature ballast or bulb failure in in fluorescent systems.
Distribution Equipment: transient activity degrades the contacting surfaces of switches, disconnects and circuit breakers. Severe transient activity can produce “nuisance tripping” and overheating of transformers.
Locating Transient voltages: Transient voltages are not easy to locate. Transient voltages are normally intermittent, whereby random events trigger the situation. Weather, other rotating equipment operating intermittently or simultaneously can trigger transient voltages along with benign support accessorial items such as lights, office equipment, HVAC, may create onsite transient voltages that affect your operations.
The ATPOL III™ is the most powerful handheld energized motor analyzer available that can also be used to quickly and easily locate and assess voltage, dips, swells and transients using the power monitoring features of the tool.
ATPOL III™ helps in locating these transients by recording the event so that it can isolated and eliminated before it can adversely affect the process or damage the equipment being controlled. Transient events are captured using programmed trigger levels of either absolute or relative values. The ATPOL III™ continually monitors events while a process is under load, it samples every input channel at 8µsec intervals and will capture and store any event exceeding the trigger level. Any anomaly is captured as the voltage and current are being monitored. It will continue to capture the waveform event for 50 msecs starting 1 cycle before the transient event occurs. The ATPOL III™ captures data during the run cycle and finds sag & swell, transient detection plus energy consumption.
Each transient event is a record and includes time, signal, duration, and worst measurement of the event as well as one cycle prior to and one cycle after the peak swell or sag.
It also creates a transient event log that details all the pertinent information of the transient. The event log allows these events to quickly and easily located and evaluated. The captured data can then be uploaded to the accompanying PSM software for graphing display and printing. This feature is extremely value for locating non-repetitive periodic events that are not easily identifiable using Electrical Signature Analysis (ESA). If preferred live time analysis be achieved while the test is being performed, the instrument can connected remotely to a laptop for viewing of the waveform or events.
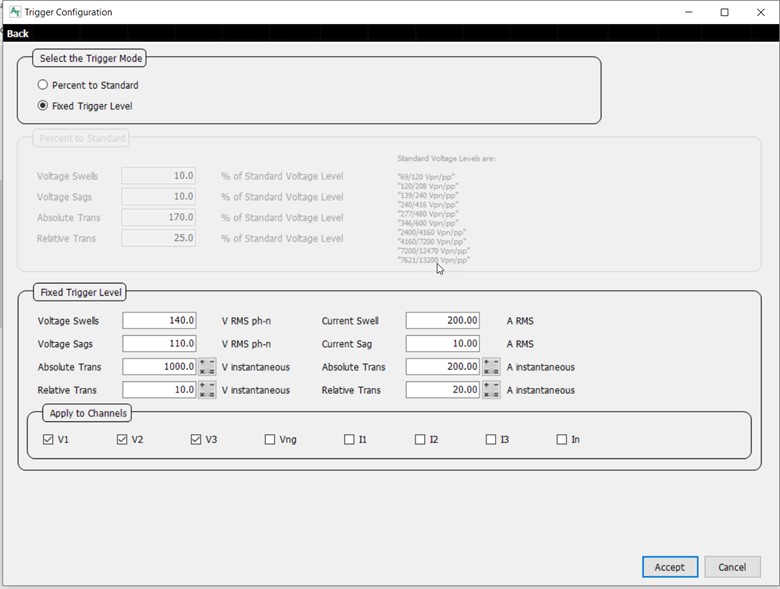 Since transient events are not related to the process, they will not be recognized using ESA, but each transient event analysis will identify and record when transients occur and they can then be related to external factors inside the plant.
Since transient events are not related to the process, they will not be recognized using ESA, but each transient event analysis will identify and record when transients occur and they can then be related to external factors inside the plant.
Transients can be proven by restarting a suspect system (lights, larger office equipment, HVAC, etc.) while monitoring for transient events that is affecting your process. This testing helps avoid chronic degradation, latent failures and catastrophic failures of equipment and ensures you know that your rotating equipment is performing as intended.
External events caused by weather or other surges or drops such as power consumption at a nearby facility, lack of available power provided by a utility, or other events, need also to be addressed. These are usually intermittent interruptions and need to be logged so that they can be discussed with your power provider. The ATPOL III™’s power quality mode that will log and analyze incoming power, making the discussion easier with facts: number of occurrences, time of issue, affected assets and their working requirements.
The voltage unbalance between phases will impact the operation of an electric motor. An electric motor may be de-rated when operating on unbalances under 5%. The effects of voltage unbalance are:
- Reduced locked rotor and breakdown torques for the application.
- Slight reduction of full-load speed.
- Current will also show significant unbalance that is related to the specific motor design.
- Significant operating temperatures may result. For instance, a 3.5% voltage unbalance will result in a 25% increase in temperature rise.
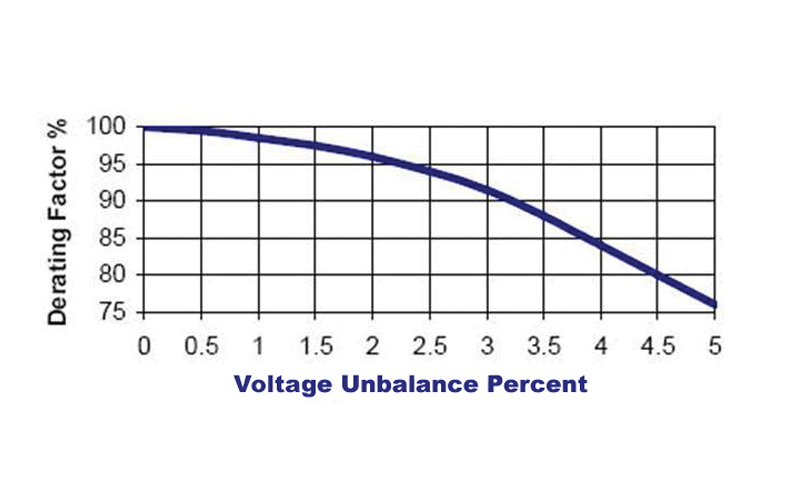
One of the primary causes of premature electric motor and insulation failure is contamination. A key, often overlooked, part of any electric motor maintenance program is to ensure the motor is clean. Air passages, fan and surfaces of the motor should be cleaned periodically. Contamination buildup on these surfaces will reduce the electric motor’s ability to cool itself resulting in a shorter insulation life. The area around the motor shaft should be kept clean to reduce the chance for contamination incursion into the bearings,as well. Monitoring the electrical insulation condition with the motor circuit analysis will allow early detection of winding contamination buildup within the electric motor on the windings.
Electrical machine (motors & generators) storage will affect the life of the equipment. Over time, conditions such as moisture, dirt, dust, rodents and general vibration will have a negative impact on the electrical and mechanical condition of the equipment.
When storing machines for any significant amount of time, a number of requirements should be considered:
- Store the electric motors away from sources of significant vibration,contamination and moisture.
- Rotate the shaft of the motor at least quarterly, if not monthly.
- If the storage area ever reaches the dew point, install heaters or dehumidifiers to prevent condensation.
- Perform Motor Circuit Analysis™ periodically, to ensure that winding degradation has not occurred. Some plants place a tag on each motor showing the last dates for inspections on condition of the motor, with different colors representing the schedule for turning the shaft (green for the first month of each quarter, red for second month and yellow for the third).

A number of fault conditions will cause a variable frequency drive (VFD) to ‘nuisance trip.’ VFD related winding shorts can occur in the end-turns of the electric motor’s coils between individual conductors. This type of fault cannot be detected with an insulation resistance tester or Ohm-meter and the motor may still operate satisfactorily in bypass for some time. VFD faults, input voltage and cable faults will also cause nuisance tripping. If incoming power is satisfactory (+/- 10% to the VFD voltage rating), check the motor windings and cables with motor circuit analysis in order to isolate the location of the fault (motor, drive or cable). This practice will reduce troubleshooting time in terms of hours(or longer), avoiding costly unplanned downtime of the associated equipment.

SOFT FOOT occurs on machines when the feet of the machines and the platform they are mounted on are not on the same plane. In electric motors soft foot distorts the frame which in turn can distort the stator magnetic field. This creates unbalanced electrical forces between the rotor and the stator magnetic field. These faults are often diagnosed by vibration personnel as unequal air gaps or static eccentricity (by users of Electrical Signature Analysis – ESA). Static soft foot is best checked using a dial indicator to determine the amount of soft foot and feeler gauges to determine the type of soft foot.
Dynamic soft foot requires a more detailed method of testing. Soft foot in motors can lead to premature bearing failure and loose and broken rotor bars. ESA quickly and easily identifies static and dynamic soft foot.
Static soft foot can be detected using the deenergized Motor Circuit Analysis Dynamic test mode.
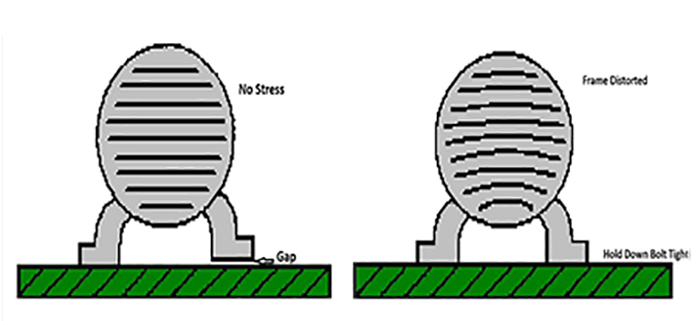
As a general rule of thumb, operating a motor more than 10°C above the motor’s rated insulation class may decrease the life by half. Excessive heat will accelerate the degradation of a motor’s insulation system. Heating of a motor can be caused by overloading, too frequent starts, high ambient temperature, to name a few. For example, a motor with a class F insulation system is rated for 155°C. If the motor exceeds this temperature more than 10°C then the life of the insulation system maybe cut in half.
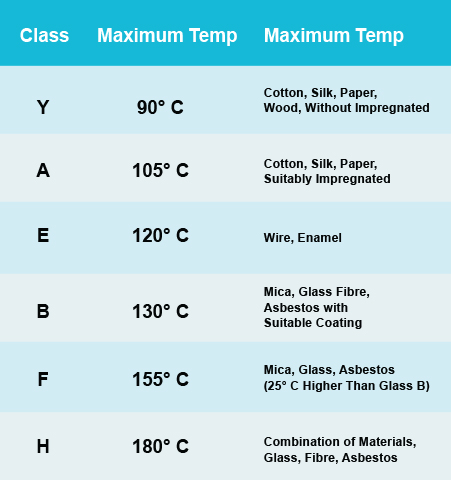
Winding and motor insulation systems follow the Arrenius Equation: A chemical reaction rate doubles for every temperature increase of 10° C, since insulation systems are dielectrics they follow these rules. This means that a motors life decreases by 50% for every 10° C increase in motors temperature.
Many electric motors use thermal convection to keep the motor cool. The greater the surface area of contact, the greater heat transfer ability. Fins on the motor enclosure increase the surface area of the motor housing which increases the heat dissipation capabilities of the motor, thereby maximizing the life of the motors insulation systems.
Allowing build-up on the motors exterior limits the motors ability to adequately dissipate heat, dramatically reducing the life of the motors insulation system and the life of the motors.Frequent cleaning of the motors exterior will allow the motors to achieve its expected life.

Single Phasing is a condition that occurs when one of the three phases that is supplying voltage to a three phase motor is lost. When this occurs the current across the remaining two legs can go to 1.73 times (173%) the normal FLA (please refer to the figure on the right).
During this condition the excess current flowing thru the other windings will cause those windings to overheat. This could permanently damage the winding insulation and possibly cause a fire inside the motor. Caution should be implemented to ensure that overloads on the motor are rated as to prevent this condition.
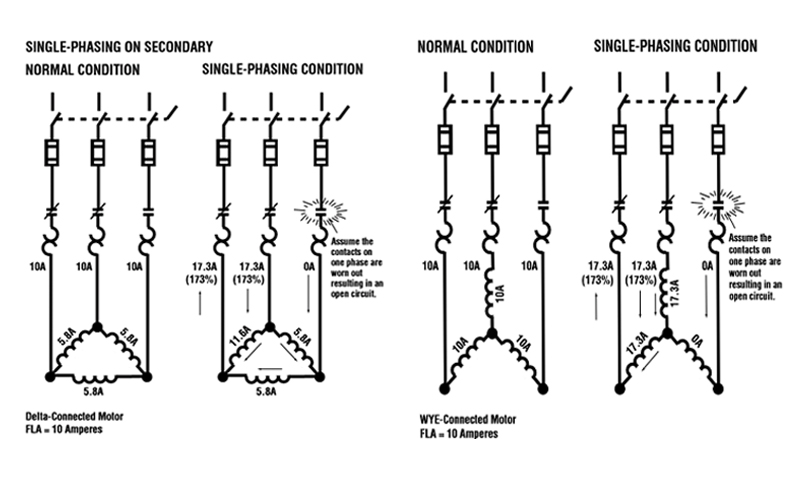
Before performing any electrical or electronic test it’s important to check the functionality of your
instrument.
For example, before using a voltmeter to check for life threatening voltages, it is a maintenance best practice to verify it is reading properly before using to insure functionality. Similarly, it is good practice to check electric motor test instruments and test leads for soundness and functionality before taking them to the field. Use of a test motor such as the ALL-TEST Pro Demonstration Motor of known condition is ideal.
Functionality can be also be proved by simply shorting the test leads by connecting clips to a common piece of unfinished metal.
On most ALL-TEST Pro instrument the Meg Ohm Insulation test takes place between the Blue #2 test lead and the Yellow ground lead. With both leads clear, or open, the reading should be off the scale high (>XXX Mohms). With the leads connected to a common piece of metal (shorted) the reading should be near zero.
With all three (Black, Blue, and Red) test leads connected to a common piece of metal (shorted) and any auto test performed,
phase Resistances should be zero.

With instrument functionality confirmed, you can be confident that any abnormal readings you see in the field originate in your test
object.
Dissipation Factor is an electrical test helps define the overall condition of an insulating material.
A di-electric material is a material which is a poor conductor of electricity but an efficient supporter of an electrostatic field. When an electrical insulating material is subjected to an electrostatic field, opposing electric charges in di-electric material form di-poles.
 A capacitor is an electrical device that stores an electrical charge by placing a dielectric material between to conductive plates. The Groundwall Insulation (GWI) system between the motor windings and the motor frame create a natural capacitor. The traditional method of testing the GWI is to measure the value of the resistance to ground. This is a very valuable measurement for identifying weaknesses in the insulation but fails to define the overall condition of the entire GWI system.
A capacitor is an electrical device that stores an electrical charge by placing a dielectric material between to conductive plates. The Groundwall Insulation (GWI) system between the motor windings and the motor frame create a natural capacitor. The traditional method of testing the GWI is to measure the value of the resistance to ground. This is a very valuable measurement for identifying weaknesses in the insulation but fails to define the overall condition of the entire GWI system.
The Dissipation Factor provides additional information regarding the overall condition of the GWI.
In the simplest form when a dielectric material is subjected to a DC field the diploes in dielectric are displaced and aligned such that the negative end of the dipole is attracted toward the positive plate and the positive end of the dipole is attracted toward the negative plate. Some of the current that flows from the source to the conductive plates will align the dipoles and create losses in the form of heat and some of the current will leak across the dielectric. These currents are resistive and expend energy, this is resistive current IR. The remainder of the current is stored on the plates current and will be stored discharged back into system, this current is capacitive current IC.
When subjected to an AC field these dipoles will periodically displace as the polarity of the electrostatic field changes from positive to negative. This displacement of the dipoles creates heat and expends energy.
Simplistically speaking, the currents that displace the dipoles and leaks across the dielectric is resistive IR, the current that is stored to hold the dipoles in alignment is capacitive IC.
Dissipation Factor is the ratio of the resistive current IR to the capacitive current IC, this testing is widely used on electrical equipment such as electric motors, transformers, circuit breakers, generators, and cabling which is used to determine the capacitive properties of the insulation material of the windings and conductors. When the GWI degrades over time it becomes more resistive causing the amount of IR to increase. Contamination of the insulation changes the dielectric constant of the GWI again causing the AC current to become more resistive and less capacitive, this also causes the dissipation factor to increase. The Dissipation Factor of new, clean insulation is usually 3 to 5%, a DF greater than 6% indicates a change in the condition of the equipment’s insulation.
 When moisture or contaminants are present in the GWI or even the insulation surrounding the windings, this causes a change in the chemical makeup of the dielectric material used as the equipment’s insulation. These changes result in a change in the DF and capacitance to ground. An increase in the Dissipation Factor indicates a change in the overall condition of insulation, comparing DF and capacitance to ground helps determine the condition of insulation systems over time. Measuring Dissipation Factor at too high or too low temperature can result in unbalanced results and introduce errors while calculating. IEEE standard 286-2000 recommends testing at or around ambient temperature of 77 degrees Fahrenheit or 25 degree Celsius.
When moisture or contaminants are present in the GWI or even the insulation surrounding the windings, this causes a change in the chemical makeup of the dielectric material used as the equipment’s insulation. These changes result in a change in the DF and capacitance to ground. An increase in the Dissipation Factor indicates a change in the overall condition of insulation, comparing DF and capacitance to ground helps determine the condition of insulation systems over time. Measuring Dissipation Factor at too high or too low temperature can result in unbalanced results and introduce errors while calculating. IEEE standard 286-2000 recommends testing at or around ambient temperature of 77 degrees Fahrenheit or 25 degree Celsius.
If a motor has been disassembled for any reason, it is recommended to verify the health of a motor’s winding system prior to assembly. For example, after replacing a bearing, removing the rotor for inspection, cleaning the winding or even a complete stator rewind, it is always a good idea to test the stator for potential faults before reassembly. ALL-TEST Pro’s line of deenergized instruments are perfect tools for this but there are a few things that need to be considered when analyzing the test results.

When the rotor is removed from the motor, any mutual inductance unbalance, that is caused by any variance in Rotor Bar/Winding ratio, is removed as well.
Therefore, the only portion of the motor winding system that is responding to the AC signal, from the instrument, is the self-inductance from the stator windings and back iron.
This means the fault tolerance guidelines of an unassembled motor should be tighter than the criteria of a full assembled motor. It is recommended to follow the unassembled motor tolerance table below.
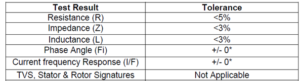
One of the easiest ways to prevent premature electric motor failure is to keep your motors clean and free of foreign contaminates. Many electric motors are fan cooled. When contaminates start to build up around the motor, air flow becomes restricted and reduces the ability for the fan to cool the motor which dramatically reduces the life the of winding’s insulation due to the increase in heat.
When performing a motor test with Motor Circuit Analysis™ (MCA), one of the first indicators of a contaminated motor is a rise in Dissipation Factor which is an increase in the inefficiency of an insulating material. The insulation material of the Ground Wall Insulation system acts as a natural capacitor. When voltage is applied to the circuit, the electrons that are stored within the insulation material are capacitive. Electrons that flow across or through the insulation material are resistive and result in the leakage of current. Electrical resistance is a measure of the difficulty of passing an electric current through a substance or material, and thus with more resistance in a circuit, less electricity will flow through the circuit.
When contaminates interact with the insulation material, the insulation will start to breakdown which will allow more electrons to flow through the insulation system causing the Dissipation Factor to rise.
A healthy motor’s Dissipation Factor is typically between 3 to 5 percent, anything over 6% means the insulation material is starting to be affected by contamination and proper cleaning procedures should take place.

The area around the shaft of the motor should also be kept clean to reduce the chance of contaminates getting inside of the motor. Contaminates can also negatively affect the bearings in the motor. Foreign material that seeps into the bearings can break down the bearing grease causing premature bearing failure and stator winding contamination. By implementing Motor Circuit Analysis™ into a maintenance schedule, early detection of winding contamination can be easily detected so you can prevent electric motor failure and ensure uptime.
One thing that is typically overlooked is how spare motors are stored. Over time, moisture, dirt, dust, and even general vibration from other sources can have a negative impact on the electrical and mechanical condition on the stored motors. Stored motors should be periodically wiped down and cleaned to ensure proper functionality when the motor is installed. The shaft of the motor should be periodically rotated to keep the grease inside the bearings from drying out or separating. It is recommended to rotate the shaft once a month but at a minimum the motor shaft should be rotated quarterly.
High humidity in a storage facility can also negatively impact the insulation system of the motor. Condensation can condense directly on the windings which will start to degrade the insulation material leading to premature motor failure once installed in the machine. If the storage area does reach the dew point, heaters or dehumidifiers should be installed to prevent condensation.
Motor tags are an important component of storage. Motor tags should have general motor data, date of receipt in storage, and the storage maintenance requirements for the motor such as monthly or quarterly shaft turn, insulation & resistance readings. Other maintenance and measurement variables can be added to the tag depending on what criteria and test instrumentation the storage facility employs.
Before installation of the stored motor, ALL-TEST Pro recommends performing a Motor Circuit Analysis™ (MCA™) test to ensure winding degradation has not occurred while the motor has sat in the storage facility. This test can also be utilized as a baseline test that can be compared to and trended to in the future while the motor is in storage or after the spare motor has been installed.
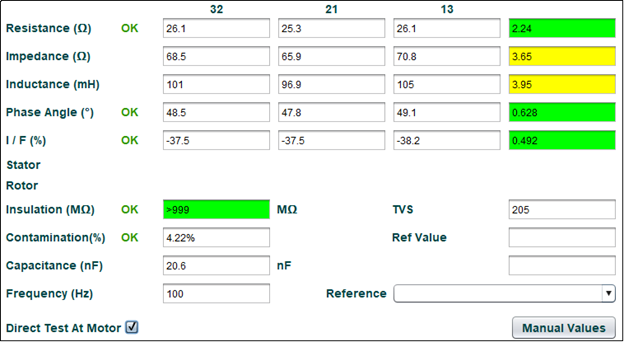
Any change in the TVS signifies a change in the motor windings, ground, rotor, cabling, etc. The initial test should indicate all three phases of the motor are symmetrical and do not indicate any contamination nor ground faults. A TVS™ test value can be compared to future tests on the same motor and any deviation between the values signifies a change in the motor system due to a developing motor fault.
Phase Angle- The technical definition of the phase angle of a periodic wave: The number of suitable units of angular measure between a point on the wave and a reference point. So based on the definition, the positive peak of a waveform would have a phase angle of 90° from the reference point of the zero timeline.
But practically what does this mean?
AC electrical power is the standard electrical power used around the world and is defined as the flow of electrical charges that periodically change direction. Figure 1 displays the electrical charge moving from the 0 timeline from left to right. Beginning at time zero as time passes the charge increases to a “maximum positive” value then decreases passing through the 0-crossing point until it achieves a maximum °negative value, then returns to the 0-crossing point. The amount of the charge is the voltage (E or V) with the units of volts. The voltage continually and repetitively changes from a maximum positive to a maximum negative.
An increasing voltage causes more current to flow in one direction, when the voltage changes from positive to negative the current (I) will flow in the opposite direction. The units for current are amps and will display a similar pattern. One complete change of the charge from 0 to maximum positive, maximum negative back to 0 is a cycle.
This display is called a time wave form display and represent the instantaneous value of either the voltage or current at any given time. As this process repeats itself AC current will flow.
The amount of time it takes to complete a cycle is called the period.
Each cycle has 360 degrees.
The opposition to the flow of current in an electrical circuit is resistance (R) and measured in units of ohms.
Ohms law: provides the relationship of the three basic electrical variable of voltage (E) , current (I) and resistance (R) in DC electrical circuit.
E = I/R
1 volt will create 1 amp of current through a 1 ohm resistance. However, in AC circuits since the voltage is periodically changing the current will follow. So in AC circuits the basic ohms law doesn’t apply since the changing voltage and current introduce additional opposition to current known as reactance as a result of any inductance (L) or capacitance (C) in the circuit.
Inductance: is the property of an electrical circuit to oppose a change in current, the units for inductance are Henry’s. Inductance stores energy in a magnetic field as the current of the circuit increases and releases it back to the circuit when the current decreases attempting to maintain a constant current in the circuit. Since in AC circuits the current is periodically changing any inductance in the circuit will oppose current and create a reactance or (opposition to this change in current) known as inductive reactance (XL). XL is dependent on the amount of inductance in the circuit and the frequency of the applied signal. The units of XL are ohms and cause the current to lag the voltage by ¼ of a cycle or 900.
XL = 2ΩfL
Capacitance: is the property of an electrical circuit that opposes a change in voltage, the units for capacitance are Farads. Capacitance stores energy in an electrical circuit in the form of charges stored on electrical plates separated by an insulating material. As the voltage in a circuit increases more electrons are stored on the plates, when the voltage decreases the stored electrons will discharge into the circuit attempting to maintain the voltage at a constant level. Since the voltage in an AC circuit is periodically changing any capacitance in the circuit will create a reactance or (opposition to the changing voltage) known as capacitive reactance (XC). The units of XC are ohms and cause the voltage to lag the current by 90°.
The units of XC are ohms and are dependent on the amount capacitance in the circuit and the frequency of the applied voltage.
XC = 1/(2ΩfC)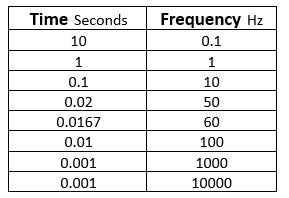
Frequency: is a measure of the number of events occurring in a set period of time.
F= # events/time
Phase Angle: A common use of phase angles is to measure the time delay between 2 or more periodic events that have the same period. Since the inverse of time (T) is frequency (F), periodic events that have the same frequency take the same amount of time to complete the event.
T=1/F
However, just because they take the same amount of time to perform the event and have the same frequency doesn’t mean that they begin and end at the same time.
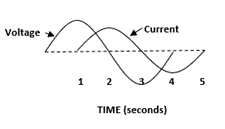
The phase angle presents the delay between these events in degrees. For example, a 90° phase angle means the events are separated by ¼ of a cycle. Since inductance causes the current to lag the voltage by 90° if the period of the wave is 4 seconds the frequency would be .25 hertz. Therefore, the current would be delayed by 1 second or 90°.
Basic Electrical theory states:
In a purely Resistive circuit, current & voltage are in phase this means that both the voltage and current waveforms reach their maximum positive and maximum negative peaks and the 0 crossing at the same time.
In a purely Inductive circuit voltage leads current by 90° meaning the voltage reaches its maximum and minimum values 90° before current.
In a purely Capacitive circuit current leads voltage by 90° meaning the current reaches its maximum and minimum values 90° before voltage.
So, how does MCA™ use phase angle?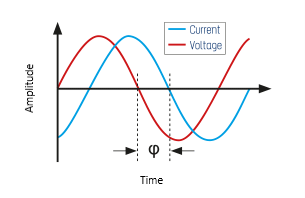
if the phase angle is 0° the circuit being tested is purely resistive. However, since a motor uses stator coils to create the magnetic field, they are inductive. But the coils are constructed of conductors which are resistive, and they are coated with an enamel film which is capacitive. So, the phase angle of each phase will be dependent on the relationship of these three electrical properties.
In 3 phase motors all coils should be identical and have the same phase angle. If the insulation between conductors begins to degrade either the inductance or capacitance will change. The phase angle or the time delay between the current and voltage will be one of the first measurement to change with even very slight changes of L or C.
Experience has shown that an early indication of any winding systems insulation degradation will be if the phase angle of any phase deviates from the average phase angle of all three phase by more than 2 degrees.