การวิเคราะห์ลายเซ็นทางไฟฟ้าเทียบกับการวิเคราะห์การสั่นสะเทือน
Abstract:
It is well known that rotating machinery exhibits specific characteristics when errors cause the geometric centerline of the shaft to shift periodically. For over 70 years, machine vibration analysis (MVA) has been used to identify and assess the severity of these errors and is a key component of many successful plant reliability programs. Recent experience and research have proven that many of the same errors can be identified using electrical signature analysis (ESA). ESA also evaluates and identifies errors related to power entering the plant, power supplied to motors, as well as electrical and mechanical errors within motor systems. Furthermore, ESA is becoming a very important technology within some electrical reliability programs. Some plants use it as a primary detection tool to identify electrical and mechanical problems in machinery driven by electric motors. This document examines both of these dynamic predictive maintenance (PdM) program technologies and identifies the strengths and weaknesses of each, and attempts to determine where these two technologies are best suited in a reliability program.
Keywords: Demod Spectrum; Phase Detection; Electrical Signature Analysis; FFT Analysis; Machine Vibration; Motor System Malfunction; Electric Rotor; Electric Stator
Maintenance philosophy:
Companies with a large amount of capital equipment will service or manufacture products using this expensive equipment. Maintenance is required to protect this equipment and keep it in operational condition. Over time, pressure continues to mount for companies to produce higher-quality products at lower costs while simultaneously striving for higher profitability. Service providers also need to offer more reliable service at significantly lower costs. This requires maintenance departments not only to properly maintain this equipment but also to do so at a lower cost.
แรงกดดันเหล่านี้ได้นำไปสู่วิวัฒนาการของหลักปฏิบัติหรือปรัชญาในการบำรุงรักษา แนวทางปฏิบัติในการบำรุงรักษาตั้งแต่เนิ่นๆ เรียกว่า “การทำงานจนถึงความล้มเหลว” (RTF) แต่แรงกดดันทางอุตสาหกรรมได้พัฒนาแนวทางปฏิบัติเหล่านี้ให้เป็นการบำรุงรักษาที่มีความแม่นยำ (หรือเชิงรุก)
การทบทวนปรัชญาการบำรุงรักษาและต้นทุนโดยย่ออาจอธิบายความจำเป็นในการวิวัฒนาการของแนวทางปฏิบัติเหล่านี้ ต้นทุนของ RTF การบำรุงรักษาเชิงป้องกันและเชิงคาดการณ์เหล่านี้ดึงมาจากบทความที่ตีพิมพ์ในช่วงปลายทศวรรษ 1970 จากโรงกลั่นแห่งหนึ่งทางตอนใต้ของสหรัฐอเมริกา ซึ่งติดตามและเผยแพร่ต้นทุนการบำรุงรักษาผ่านวิวัฒนาการนี้ ต้นทุนของ Precision ได้รับการเพิ่มและปรับปรุงสำหรับค่าครองชีพตามผลลัพธ์ของพืชหลายแห่งที่ใช้ Precision Maintenance ในต้นปี 1990
วิ่งจนล้มเหลว ($17 -18/HP/YR):
วิธีการนี้ต้องการการมีส่วนร่วมเพียงเล็กน้อย นอกเหนือจากการเปิดและปิดเครื่องและการจัดหาผลิตภัณฑ์ ในลักษณะนี้เครื่องจักรจะยังคงทำงานต่อไปโดยไม่มีการหยุดชะงัก อย่างไรก็ตาม เมื่อเกิดความล้มเหลว มักจะรุนแรงมากและส่งผลให้เกิดความล้มเหลวต่อส่วนประกอบดั้งเดิม รวมถึงความเสียหายต่อส่วนประกอบอื่น ๆ ของเครื่องนั้น เช่น เครื่องจักรที่เชื่อมต่อและฐานราก อันตรายเพิ่มเติมนี้มักส่งผลให้เกิดความเสียหายต่อส่วนประกอบ ซึ่งโดยปกติจะไม่เสียหาย และไม่ค่อยพบในอะไหล่ในโรงงาน
การซ่อมแซมหรือเปลี่ยนส่วนประกอบเหล่านี้จำเป็นต้องมีการผลิตภายในบริษัทหรือซื้อจากผู้ผลิตเดิมด้วยต้นทุนระดับพรีเมียมและระยะเวลารอคอยที่ยาวนาน ส่งผลให้ต้องปิดระบบเป็นเวลานาน ดังนั้น RTF จึงส่งผลให้มีวิธีการบำรุงรักษาอุปกรณ์ในโรงงานมีราคาแพงที่สุด โดยไม่คำนึงถึงต้นทุนการผลิตที่สูญเสียไป ต้นทุนเหล่านี้ยากต่อการคาดการณ์และวัดผล แต่ประสบการณ์แสดงให้เห็นว่าค่าบำรุงรักษาที่เพิ่มขึ้นมักจะส่งผลให้ระบบหยุดทำงานเพิ่มเติม
การบำรุงรักษาเชิงป้องกัน ($11-12/HP/ปี):
ปรัชญาการบำรุงรักษานี้ตั้งอยู่บนสมมติฐานที่ว่าอุปกรณ์เครื่องจักรกลจะสึกหรอและเสียหายเมื่อเวลาผ่านไป ผู้ออกแบบและผู้ผลิตเครื่องจักร ทำการวิจัยและศึกษาเครื่องจักรของตนเพื่อกำหนดข้อกำหนดในการบำรุงรักษาที่แนะนำและช่วงเวลาการตรวจสอบสำหรับเครื่องจักรของตน การบำรุงรักษาและการตรวจสอบที่แนะนำจะดำเนินการตามช่วงเวลาที่กำหนดไว้ล่วงหน้า
อย่างไรก็ตาม ในช่วงกลางทศวรรษ 1980 การศึกษาความน่าเชื่อถือที่เขียนโดย Nolan และ Heap พบว่าเครื่องจักรไม่ขัดข้องตรงเวลา พวกเขาล้มเหลวเร็วเกินไปหรือช้าเกินไป เครื่องจักรที่ล้มเหลวเร็วเกินไปจะมีปัญหาและค่าใช้จ่ายเดียวกันกับการบำรุงรักษาแบบ “ทำงานจนล้มเหลว” ในขณะที่เครื่องจักรที่ล้มเหลวช้าเกินไปส่งผลให้ต้องบำรุงรักษาโดยไม่จำเป็นเป็นเวลาหลายชั่วโมงและต้องเปลี่ยนส่วนประกอบก่อนเวลาอันควร ที่สำคัญกว่านั้น การศึกษาครั้งนี้ระบุว่ามีเพียงประมาณ 11% ของความล้มเหลวของเครื่องจักรเท่านั้นที่เกี่ยวข้องกับอายุ และ 89% เป็นการสุ่มโดยธรรมชาติมากกว่า โดยพื้นฐานแล้วหมายความว่าการบำรุงรักษาเชิงป้องกันมีประสิทธิผล 11% ของความล้มเหลว แต่ไม่มีประสิทธิผล 89% พวกเขายังรายงานด้วยว่า 68% ของความล้มเหลวเกิดขึ้นไม่นานหลังจากการติดตั้งหรือการซ่อมแซมเครื่องจักร ช่วงเวลานี้มักเรียกว่าช่วงการหยุดทำงาน และยิ่งเครื่องมีความซับซ้อนมากเท่าไร เครื่องก็จะมีโอกาสเกิดข้อผิดพลาดมากขึ้นในระหว่างการหยุดทำงาน ในช่วงเวลา
การบำรุงรักษาเชิงคาดการณ์ ($7-8/HP/ปี):
การลดต้นทุนการบำรุงรักษาเพิ่มเติมทำได้โดยการใช้การตรวจสอบสภาพ ในช่วงต้นทศวรรษ 1960 บริษัทต่างๆ ตระหนักดีว่าเมื่ออุปกรณ์ที่หมุนได้เริ่มล้มเหลว สภาพการทำงานของอุปกรณ์ก็จะเปลี่ยนไป ด้วยการตรวจสอบสภาพการทำงานเหล่านี้เป็นประจำ คำเตือนขั้นสูงเกี่ยวกับการเปลี่ยนแปลงเหล่านี้จะทำให้มีเวลาเพียงพอในการถอดเครื่องออกจากการทำงาน ก่อนที่จะเกิดความล้มเหลวร้ายแรง
ปรัชญาการบำรุงรักษานี้เพิ่มมากขึ้นตั้งแต่ต้นทศวรรษ 1980 ด้วยการเปิดตัวตัวรวบรวมข้อมูลที่ใช้ไมโครโปรเซสเซอร์ คุณลักษณะการทำงานของเครื่องจักร เช่น อุณหภูมิ ความดัน สภาพน้ำมัน การสั่นสะเทือน และประสิทธิภาพ สามารถวัดและแนวโน้มเพื่อระบุการเปลี่ยนแปลงได้ ในบางกรณี การเปรียบเทียบการวัดเหล่านี้กับค่าที่กำหนดไว้ล่วงหน้าสามารถระบุสภาพของเครื่องจักรได้อย่างรวดเร็วโดยไม่มีแนวโน้ม สิ่งนี้นำไปสู่การยอมรับและการนำไปใช้อย่างรวดเร็วของโปรแกรมการบำรุงรักษาเชิงคาดการณ์ (PdM) การบำรุงรักษาเชิงคาดการณ์ใช้การวัดเครื่องจักรหลายแบบเพื่อระบุสภาวะของเครื่อง มีเทคโนโลยี PdM ที่แตกต่างกันมากมาย และโปรแกรมที่ประสบความสำเร็จสูงสุดใช้เทคโนโลยีหลายอย่างเพื่อให้ข้อมูลมากที่สุด และด้วยเหตุนี้จึงมีความน่าจะเป็นสูงสุดในการระบุเครื่องจักรที่มีปัญหาที่กำลังพัฒนา
โปรแกรม PdM หลายโปรแกรมมีความผิดในข้อหา “ป่าไม้ตาบอด” (ไม่สามารถมองเห็นป่าจากต้นไม้ได้) พวกเขาใช้เวลามากในการรวบรวมข้อมูลจนไม่มีเวลาวิเคราะห์ หรือละเลยเครื่องจักรที่ “สำคัญน้อยกว่า”
โปรแกรม PdM ที่ประสบความสำเร็จมากที่สุดใช้การคัดกรองที่มีประสิทธิภาพ เป้าหมายของระยะการตรวจจับคือการระบุ “เครื่องจักรที่ไม่ดี” เมื่อระบุเครื่องจักรที่เสียแล้ว อาจใช้การวัดหรือเทคโนโลยีเพิ่มเติมเพื่อระบุสาเหตุที่ทำให้สภาพของเครื่องเปลี่ยนแปลง จากนั้นจึงดำเนินการแก้ไขที่เหมาะสมเพื่อให้เครื่องกลับมาอยู่ในสภาพที่ดี วิวัฒนาการนี้ได้นำไปสู่การจัดตั้ง PdM สามระยะ สามขั้นตอนคือการตรวจจับ การวิเคราะห์ และการแก้ไข บางโปรแกรมเพิ่มระยะที่สี่ซึ่งเป็นการตรวจสอบ แต่ฉันเชื่อว่าการตรวจสอบเป็นส่วนหนึ่งของขั้นตอนการแก้ไข
เทคโนโลยี PdM ที่พบบ่อยที่สุดได้แก่ การวิเคราะห์การสั่นสะเทือนของเครื่องจักร (MVA), เทอร์โมกราฟีอินฟราเรด, อัลตราโซนิค, การวิเคราะห์น้ำมัน, การวิเคราะห์วงจรมอเตอร์ (MCA) และการวิเคราะห์ลายเซ็นไฟฟ้า (ESA) คุณลักษณะทั่วไปของเทคโนโลยี PdM ที่ประสบความสำเร็จสูงสุดคือ ใช้งานง่ายและให้การวัดซ้ำแบบไม่ทำลาย
ขั้นตอนการตรวจจับ:
โดยปกติจะเป็นช่วงที่สำคัญที่สุดและเป็นพื้นฐานของโปรแกรม PdM ทั้งหมด ขั้นตอนการตรวจจับเกี่ยวข้องกับการตรวจสอบลักษณะการทำงานของอุปกรณ์ที่เลือกเป็นระยะ ค่าเหล่านี้มีแนวโน้มและตรวจสอบการเปลี่ยนแปลงใดๆ กระบวนการรวบรวมข้อมูลควรทำอย่างรวดเร็วและรอบคอบ โดยมีจุดประสงค์ในการตรวจสอบเครื่องจักรให้ได้มากที่สุด เมื่อตรวจพบการเปลี่ยนแปลง จะมีการใช้ข้อมูลเพิ่มเติมเพื่อการวิเคราะห์ เพื่อหาสาเหตุของการเปลี่ยนแปลงสภาพของเครื่อง
ในขั้นตอนการตรวจจับ จุดประสงค์ทั้งหมดคือการระบุเครื่องจักรที่ขัดข้อง ซึ่งหมายความว่าจะมีการคัดกรองเครื่องจักรจำนวนมากภายในระยะเวลาอันสั้นที่สุดเท่าที่จะเป็นไปได้ จากนั้นโปรแกรมซอฟต์แวร์ PdM ส่วนใหญ่จะดูข้อมูลที่รวบรวมและระบุเครื่องที่ต้องสงสัย
ขั้นตอนการวิเคราะห์:
ระยะนี้เกี่ยวข้องกับการรับข้อมูลเพิ่มเติมและอาจแตกต่างจากระยะการตรวจจับ ข้อมูลเพิ่มเติมนี้มักต้องมีการรวบรวมข้อมูลเพิ่มเติม เนื่องจากมีเครื่องจักรเพียงไม่กี่เครื่องในระหว่างระยะการตรวจจับ (ระหว่าง 2% ถึง 3% ในโปรแกรมที่สมบูรณ์) ที่แสดงการเปลี่ยนแปลงที่สำคัญ จึงมักใช้เวลามากกว่าในการนำข้อมูลที่จำเป็นอย่างรวดเร็วเพื่อระบุการเปลี่ยนแปลงในระหว่างกระบวนการตรวจจับ และ จากนั้นกลับไปดูรายละเอียดเพิ่มเติมเมื่อตรวจพบการเปลี่ยนแปลง
อย่างไรก็ตาม หากที่ตั้งของโรงงานอยู่ห่างไกลหรือมีข้อจำกัดในการเข้าถึงอื่นๆ การรับข้อมูลที่มีรายละเอียดมากขึ้นในระหว่างขั้นตอนการตรวจจับจะเป็นสิ่งที่สมเหตุสมผล โรงงานและไซต์งานหลายแห่งตัดสินใจติดตั้งระบบตรวจสอบอย่างถาวรสำหรับแอปพลิเคชันเหล่านี้
ขั้นตอนการแก้ไข:
ระยะนี้เกี่ยวข้องกับการแก้ไขและขจัดปัญหาที่ทำให้เกิดการเปลี่ยนแปลงสภาพ ซึ่งอาจจำเป็นต้องทำความสะอาดพัดลม เปลี่ยนตลับลูกปืนหรือข้อต่อที่สึกหรอ ฯลฯ ระดับการสั่นสะเทือนที่ยอมรับได้หรือระดับการวัดประสิทธิภาพอื่นๆ จะเป็นตัวกำหนดประเภทการแก้ไขและการซ่อมแซมที่แน่นอน รายละเอียดสำหรับการแก้ไขและขจัดปัญหาเหล่านี้มีอยู่ในส่วนหลังของบทความนี้
ข้อมูลที่ถ่ายระหว่างระยะการตรวจจับมักจะไม่เพียงพอที่จะให้ข้อมูลอื่นนอกเหนือจากการวิเคราะห์เบื้องต้น หากต้องการดำเนินการวิเคราะห์ประเภทอื่นๆ โดยละเอียดมากขึ้น และข้อมูลที่เกี่ยวข้องมากกว่านี้ จำเป็นต้องดำเนินการ ในบางกรณี เครื่องจักรอาจต้องทำงานภายใต้สภาวะที่แตกต่างกันและด้วยเทคโนโลยีที่หลากหลาย ความพยายามที่จะวิเคราะห์ปัญหาโดยใช้เพียงผลลัพธ์ของข้อมูลการตรวจจับนั้นน้อยกว่าการวิเคราะห์ที่เชื่อถือได้ หากมีข้อมูลเพียงพอระหว่างระยะการตรวจจับเพื่อการวิเคราะห์ที่แม่นยำยิ่งขึ้น กระบวนการตรวจจับก็จะช้าลง แผนกความน่าเชื่อถือที่มีประสบการณ์ส่วนใหญ่ตระหนักถึงความสำคัญของการแยกสองขั้นตอนนี้ออก
ความน่าเชื่อถือทางไฟฟ้า:
คนส่วนใหญ่พิจารณาเพียงว่าความน่าเชื่อถือทางไฟฟ้าจบลงด้วยการส่งพลังงานให้กับโรงงานได้สำเร็จ พลังงานไฟฟ้าถือเป็นวัตถุดิบที่สำคัญที่สุดชนิดหนึ่งที่ใช้ในอุตสาหกรรมในปัจจุบัน ไม่เพียงแต่เราจะต้องมีการไหลเวียนของพลังงานอย่างต่อเนื่องเท่านั้น แต่ยังต้องสะอาดและสมดุลด้วย อย่างไรก็ตาม สินค้าที่สำคัญนี้ยังเป็นหนึ่งในวัตถุดิบที่ได้รับการตรวจสอบน้อยที่สุดที่ส่งให้กับโรงงานอีกด้วย
จำเป็นต้องใช้ไฟฟ้าในเกือบทุกพื้นที่ของโรงงานเพื่อเป็นแรงผลักดันในการใช้งานอุปกรณ์ส่วนใหญ่ที่ผลิตผลิตภัณฑ์หรือให้บริการที่อุปกรณ์ของโรงงานถูกสร้างขึ้นมาเพื่อดำเนินการ ไฟฟ้าเป็นผลิตภัณฑ์ที่มีความพิเศษในตัวเอง โดยต้องอาศัยการไหลอย่างต่อเนื่อง ไม่สามารถจัดเก็บได้อย่างสะดวก และโดยปกติแล้วจะไม่ได้รับการตรวจสอบก่อนใช้งาน
คุณภาพไฟฟ้าอาจเป็นสาเหตุของการชำรุดหรือขัดข้อง ผลลัพธ์ของ “คุณภาพไฟฟ้า” ที่ไม่ดีมักเกิดขึ้นในระยะยาว และไม่ถือเป็นสาเหตุของปัญหาเสมอไป มอเตอร์ไหม้หรือเบรกเกอร์ตัดการทำงาน การตรวจสอบทางไฟฟ้าและกลไกจะดำเนินการกับมอเตอร์และเครื่องจักรที่ขับเคลื่อน จากนั้นมอเตอร์จะถูกสร้างขึ้นใหม่หรือเปลี่ยนใหม่ และกระบวนการทั้งหมดจะทำซ้ำ นอกจากนี้ เครื่องจักรและอุปกรณ์รุ่นใหม่ในปัจจุบันได้ผลักดันความจำเป็นในการเพิ่มคุณภาพไฟฟ้าที่ดีขึ้น แต่หากตรวจสอบกำลังแล้ว ก็อาจถูกตรวจสอบที่จุดที่เข้ามาในโรงงาน ไม่ใช่เป็นประจำ และไม่ได้ตรวจสอบ ณ จุดที่จ่ายให้กับมอเตอร์หรือตัวอุปกรณ์เอง
โดยปกติแล้วพลังงานจะถูกสร้างขึ้นห่างไกลจากจุดใช้งาน ความน่าเชื่อถือของรุ่นดั้งเดิมนั้นไม่เป็นที่ทราบแน่ชัด อีกทั้งยังถูกรวมเข้ากับระบบกริดร่วมกับเครื่องกำเนิดไฟฟ้าอื่นๆ อีกมากมาย ไฟฟ้าถูกส่งผ่านหม้อแปลงหลายตัว และสายเคเบิลใต้ดินและเหนือศีรษะระยะทางหลายไมล์ก่อนถึงโรงงาน ระบบจำหน่ายไฟฟ้าจำนวนมากเหล่านี้เป็นเจ้าของ จัดการ และบำรุงรักษาโดยหน่วยงานต่างๆ หลายแห่ง เมื่อพลังงานไม่ดีหรือ “คุณภาพต่ำ” ถูกวางบนโครงข่ายไฟฟ้า ผู้ใช้จะไม่สามารถลบออกหรือปฏิเสธได้
โรงงานผลิตหลายแห่งมีขนาดเล็กและเป็นของเอกชน งานอยู่ระหว่างดำเนินการเพื่อพยายามควบคุมและสร้างมาตรฐานคุณภาพไฟฟ้า และหลายรัฐก็มีมาตรฐานและกฎระเบียบเฉพาะของตนเอง อย่างไรก็ตาม พลังงานที่สร้างขึ้นไม่จำเป็นต้องหยุดอยู่ที่ขอบเขตของรัฐซึ่งเป็นแหล่งกำเนิดพลังงานนั้น
แม้ว่าไฟฟ้าจะมาถึงโรงงานใน “คุณภาพดี” แต่ก็ยังมีหลายพื้นที่ภายในระบบมอเตอร์ที่อาจส่งผลเสียต่อความสำเร็จอย่างต่อเนื่องของการดำเนินงานของโรงงาน
ระบบมอเตอร์ไฟฟ้า:
มากกว่าตัวมอเตอร์เองอาจส่งผลต่อความน่าเชื่อถือของโรงงานได้ ในความเป็นจริง สิ่งใดก็ตามภายในระบบมอเตอร์อาจทำให้ระบบมอเตอร์ทำงานล้มเหลว ซึ่งอาจนำไปสู่การหยุดชะงักของกระบวนการได้ การตรวจจับที่มีประสิทธิภาพจะคัดกรองเครื่องเพื่อหาปัญหาที่อาจเกิดขึ้น เป็นเหตุผลที่วิธีการตรวจจับจะคัดกรองระบบมอเตอร์ให้มากที่สุดเท่าที่จะเป็นไปได้ด้วยการวัดเพียงเล็กน้อย วิธีการตรวจจับยังใช้เพื่อระบุความล้มเหลวที่อาจเกิดขึ้นให้ได้มากที่สุด เมื่อเลือกวิธีการคัดกรองที่มีประสิทธิภาพ จำเป็นต้องระบุปัญหาที่ทำให้เกิดความล้มเหลวในระบบมอเตอร์ด้วย เมื่อคำถามเหล่านี้ได้รับคำตอบแล้ว ก็จำเป็นต้องระบุวิธีการที่เป็นไปได้ในการคัดกรองเครื่องจักรให้ได้มากที่สุดโดยใช้เวลาน้อยที่สุด
ระบบมอเตอร์ประกอบด้วยสองระบบย่อย: ระบบย่อยของมอเตอร์/ไดรฟ์ และระบบย่อยทางกล ระบบย่อยของมอเตอร์/ไดรฟ์เริ่มต้นด้วยกำลังที่เข้ามาในโรงงาน ซึ่งอาจรวมถึงหม้อแปลง อุปกรณ์สายเคเบิล และอุปกรณ์สวิตชิ่ง จากนั้นพลังงานที่เข้ามาจะจ่ายให้กับศูนย์กระจายหรือศูนย์ควบคุมมอเตอร์ (MCC) MCC ประกอบด้วยสตาร์ทเตอร์ อุปกรณ์ป้องกัน เช่น โอเวอร์โหลด ไดรฟ์ความถี่แปรผัน และระบบอื่นๆ ที่หลากหลายที่ส่งกำลังไปยังมอเตอร์อย่างปลอดภัยเพื่อให้ใช้งานและควบคุมได้สำเร็จ
มอเตอร์ไฟฟ้าแปลงพลังงานไฟฟ้าเป็นแรงบิดเชิงกล ดังนั้นมอเตอร์จึงมีทั้งส่วนประกอบทางไฟฟ้าและส่วนประกอบทางกล ส่วนทางไฟฟ้าของมอเตอร์ประกอบด้วยส่วนประกอบหรือสเตเตอร์ที่อยู่กับที่ และส่วนประกอบหรือโรเตอร์ที่กำลังหมุน
ขดลวดสเตเตอร์เป็นทางให้กระแสไหล ทำให้เกิดสนามแม่เหล็กในสเตเตอร์ โรเตอร์ประกอบด้วยขดลวดหรือแท่งเพื่อให้กระแสไหลผ่านโรเตอร์ ทำให้เกิดสนามแม่เหล็กของโรเตอร์ ปฏิสัมพันธ์ระหว่างสนามแม่เหล็กของโรเตอร์และสนามแม่เหล็กสเตเตอร์จะสร้างแรงบิดเชิงกล ระบบย่อยทางกลเริ่มต้นด้วยส่วนทางกลของมอเตอร์ สิ่งนี้เริ่มต้นด้วยเพลาซึ่งจะถ่ายโอนแรงบิดที่เกิดจากการทำงานร่วมกันของสนามแม่เหล็กของโรเตอร์และสเตเตอร์ไปยังเครื่องจักรที่ขับเคลื่อนหรือโหลด แบริ่งแยกการหมุนออกจากส่วนประกอบที่ไม่หมุน รวมทั้งจัดตำแหน่งโรเตอร์ไว้ภายในมอเตอร์ เพลามอเตอร์เชื่อมต่อกับโหลดโดยใช้อุปกรณ์ข้อต่อ เช่น ข้อต่อตรง สายพานและรอก หรือแม้แต่เกียร์
เครื่องจักรขับเคลื่อนเป็นส่วนหนึ่งของระบบที่ทำงานและมีเครื่องจักรหลายประเภทที่ทำหน้าที่เป็นโหลด เช่น ปั๊ม พัดลม คอมเพรสเซอร์ เครื่องมือกล หุ่นยนต์ ก้านวาล์ว ตลอดจนอุปกรณ์ทางกลอื่นๆ อีกมากมาย ส่วนสุดท้ายของระบบเครื่องจักรคือตัวกระบวนการเอง เครื่องจักรอาจสร้างรูปร่างหรือตัดวัสดุ เพิ่มความดัน อากาศเคลื่อนที่หรือก๊าซประเภทอื่นๆ ขนส่งของเหลวหรือวัสดุผสม เมื่อเลือกวิธีการตรวจจับ จำเป็นต้องสำรวจส่วนประกอบในระบบให้ได้มากที่สุด
มอเตอร์/ระบบย่อยของไดรฟ์:
ประเภทของฟอลต์ที่จะเกิดขึ้นในระบบย่อยของมอเตอร์/ไดรฟ์ส่วนใหญ่จะมีลักษณะทางไฟฟ้า
ความผิดปกติของกำลังไฟขาเข้ามีตั้งแต่แรงดันไฟฟ้าไม่ตรงกัน ไม่ใช่ไซนูซอยด์ และแรงดันไฟฟ้าไม่สมดุล สิ่งเหล่านี้อาจมาจากซัพพลายเออร์โดยตรง หรือการลัดวงจรในขดลวดหม้อแปลงหรือการตั้งค่าก๊อกน้ำที่ไม่เหมาะสมบนหม้อแปลง พลังงานที่ไม่ใช่ไซนูซอยด์สามารถตั้งค่าฮาร์โมนิคลำดับเชิงลบภายในมอเตอร์ ซึ่งทำให้เกิดความร้อนส่วนเกิน
ข้อผิดพลาดในระบบควบคุมอาจมีตั้งแต่การเชื่อมต่อที่หลวมของบัสบาร์หรือสายเคเบิล คอนแทคเตอร์ถูกกัดกร่อน สึกกร่อนหรือหลวม การเชื่อมต่อฟิวส์หลวม หรือรีเลย์โอเวอร์โหลดทำงานผิดปกติ การเชื่อมต่อที่หลวม และคอนแทคเตอร์ที่ถูกกัดเซาะหรือเป็นหลุมจะสร้างแรงดันไฟฟ้าไม่สมดุล ความไม่สมดุลของแรงดันไฟฟ้าเล็กน้อยที่จ่ายให้กับมอเตอร์สามารถสร้างความไม่สมดุลของกระแสได้มากขึ้นถึง 20 เท่า ซึ่งตั้งค่ากระแสหมุนเวียนทำให้เกิดความร้อนส่วนเกินในระบบมอเตอร์
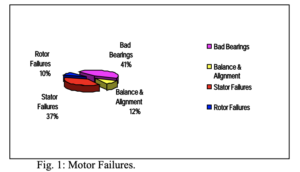
ความผิดปกติในระบบมอเตอร์สามารถแยกออกเป็นความผิดปกติทางไฟฟ้าและเครื่องกลได้ ในช่วงกลางทศวรรษ 1980 สถาบันวิจัยพลังงานไฟฟ้ารายงานว่า 53% ของความล้มเหลวของมอเตอร์มีลักษณะทางกล (41% ของตลับลูกปืน 12% ความสมดุลและการวางตำแหน่ง) และ 47% ของระบบไฟฟ้า (37% ของขดลวดและ 10% ของโรเตอร์) ดูภาพประกอบ 1. ในบรรดาข้อบกพร่องของการม้วน 83% เป็นกางเกงขาสั้นที่คดเคี้ยว และมีเพียง 17% เท่านั้นที่เป็นฉนวนกับข้อบกพร่องของกราวด์ ความผิดปกติของโรเตอร์จะแตกต่างกันไปตามประเภทของมอเตอร์และโครงสร้างของมอเตอร์ อย่างไรก็ตาม มอเตอร์ที่พบบ่อยที่สุดคือมอเตอร์เหนี่ยวนำโรเตอร์กรงกระรอก ข้อผิดพลาดทั่วไปของโรเตอร์กรงกระรอกคือ แท่งโรเตอร์หลวมหรือหัก โรเตอร์ไม่ศูนย์กลาง หรือโรเตอร์ที่ไวต่อความร้อน
ระบบย่อยเครื่องกล:
ความผิดพลาดทางกลไกภายในมอเตอร์โดยพื้นฐานแล้วจะเหมือนกับอุปกรณ์ที่กำลังหมุนอื่นๆ ข้อผิดพลาดเหล่านี้อาจรวมถึงความไม่สมดุล การเยื้องศูนย์ เพลางอ ส่วนประกอบหลวม และตลับลูกปืนชำรุดหรือชำรุด มอเตอร์ยังอาจเกิดความล้มเหลวอันเป็นผลมาจากการบิดเบือนของสนามแม่เหล็กสเตเตอร์หรือโรเตอร์ ข้อบกพร่องเหล่านี้สร้างแรงทางกลที่ทำปฏิกิริยากับแรงทางกลอื่นๆ เช่น ความไม่สมดุล การวางแนวที่ไม่ตรง ฯลฯ
ภายในมอเตอร์ แบริ่งถูกใช้เพื่อวางตำแหน่งโรเตอร์และแยกส่วนประกอบที่หมุนออกจากส่วนประกอบที่อยู่นิ่ง โดยปกติจะใช้ตลับลูกปืนสองประเภท ได้แก่ ตลับลูกปืนแบบลูกกลิ้งและตลับลูกปืนแบบปลอกหรือวารสาร
ข้อบกพร่องของการเชื่อมต่อขึ้นอยู่กับประเภทของอุปกรณ์เชื่อมต่อ มีอุปกรณ์ต่างๆ มากมายสำหรับเชื่อมต่อมอเตอร์กับโหลด อุปกรณ์บางชนิดเชื่อมต่อมอเตอร์เข้ากับเครื่องจักรที่ขับเคลื่อนโดยตรง และเครื่องเหล่านี้ทำงานด้วยความเร็วเท่ากันและไปในทิศทางเดียวกัน อุปกรณ์บางชนิดเปลี่ยนความเร็วหรือทิศทางหรือทั้งสองอย่าง อุปกรณ์คัปปลิ้งทั่วไปอื่นๆ ได้แก่ สายพาน รอก และเกียร์
ประเภทข้อต่อใดๆ อาจมีความไม่สมดุล การเบี่ยงเบนหนีศูนย์ และการตัดเฉือนที่ไม่เป็นสี่เหลี่ยมจัตุรัส หรือข้อผิดพลาดในการประกอบหรือการประกอบอื่นๆ บนส่วนประกอบที่กำลังหมุน
การจัดวางสายพานและรอกอาจทำให้เกิดข้อผิดพลาดได้เนื่องจากไม่ได้ติดตั้งรอกบนเพลาอย่างถูกต้อง รอกอาจหมดหรือสายพานอาจหลวม แตกร้าว หรือหลุดลุ่ย หากอุปกรณ์คัปปลิ้งเป็นการจัดเรียงเฟือง มักจะมีแรงเล็กน้อยเกิดขึ้นอันเป็นผลจากการที่ฟันจากเฟืองหนึ่ง “ประกบกัน” กับเฟืองอีกตัวหนึ่ง ความผิดปกติเพิ่มเติมจะเกิดขึ้นหากเกียร์ตัวใดตัวหนึ่งหมด เกียร์ยังอาจมีการสึกหรอ ฟันร้าวหรือหักอีกด้วย
เครื่องจักรที่ขับเคลื่อนหรือโหลดอาจมีระดับความไม่สมดุล การจัดตำแหน่งที่ไม่ถูกต้อง หรือการเบี่ยงเบนหนีศูนย์ที่แตกต่างกัน ซึ่งสามารถสร้างแรงหมุนได้ เครื่องจักรแบบหมุนเหวี่ยง เช่น พัดลมของปั๊มและแม้แต่คอมเพรสเซอร์ จะสร้างแรงไฮดรอลิกที่โต้ตอบระหว่างส่วนที่หมุนและไม่หมุนของเครื่องจักร แรงเหล่านี้ทำให้เกิดการเคลื่อนไหวทุกครั้งที่ใบพัดหรือใบพัดใบใดใบหนึ่งผ่านส่วนประกอบที่อยู่นิ่ง เช่น “น้ำตัด” ในปั๊ม
กระบวนการนี้สามารถสร้างแรงทางกลที่กระทำต่อระบบเครื่องจักร/มอเตอร์ได้ แรงบางส่วนเป็นผลจากการทำงานของเครื่องจักร เครื่องจักร เช่น เครื่องเจาะและเครื่องปั๊มขึ้นรูปจะสร้างแรงระหว่างการทำงานปกติ กระบวนการต่างๆ เช่น โพรงอากาศและการหมุนเวียน สามารถสร้างแรงไฮดรอลิกในระบบของไหลได้ การเปลี่ยนแปลงกระบวนการเพิ่มเติม เช่น การเปลี่ยนแปลงโหลดอาจทำให้อุณหภูมิและความดันในการทำงานของเครื่องเปลี่ยนแปลงได้ ทำให้เกิดการเปลี่ยนแปลงการจัดตำแหน่งอันเป็นผลมาจากการเติบโตทางความร้อนที่แตกต่างกันของเครื่องจักรที่เกี่ยวข้อง
การสั่นสะเทือนของเครื่องจักร:
การวัดการสั่นสะเทือนของเครื่องจักรใช้ทรานส์ดิวเซอร์เพื่อวัดการเคลื่อนไหวทางกลของส่วนประกอบหรือส่วนของเครื่องจักรที่กำลังสั่น ทรานสดิวเซอร์แปลงการเคลื่อนไหวทางกลนี้เป็นสัญญาณไฟฟ้า ทรานสดิวเซอร์จะติดตั้งโดยตรงบนส่วนประกอบที่กำลังเคลื่อนที่ หรือติดตั้งเข้ากับแบริ่งหรือโครงสร้างรองรับอื่นๆ เซ็นเซอร์เหล่านี้จะวัดการเคลื่อนไหวทางกลของส่วนประกอบที่กำลังสังเกตอยู่ ซึ่งอาจเป็นตัวเรือนแบริ่งหรือตัวเพลาเอง
ขณะที่การเคลื่อนที่ของส่วนประกอบเคลื่อนที่เข้าหาเซ็นเซอร์ มันสร้างเอาต์พุตแรงดันไฟฟ้าบวกเมื่อส่วนประกอบเคลื่อนที่ออกจากเซ็นเซอร์ มันสร้างเอาต์พุตแรงดันลบ ซึ่งช่วยให้เซ็นเซอร์สร้างสัญญาณไฟฟ้าเอาท์พุตที่จะจำลองการเคลื่อนไหวของส่วนประกอบที่กำลังเคลื่อนที่ ปริมาณแรงดันไฟฟ้าแสดงถึงปริมาณการเคลื่อนไหว
กฎการเคลื่อนที่ข้อที่สองของนิวตันระบุว่า F=ma สิ่งนี้แปลเป็นความจริงที่ว่าปริมาณการเคลื่อนที่แสดงถึงปริมาณแรงที่กระทำกับส่วนประกอบ ความหมายก็คือ ในเครื่องจักรที่มีขนาดใหญ่มาก จะเกิดข้อผิดพลาดใหญ่มากในการเคลื่อนย้ายมวลในปริมาณที่วัดได้ นอกจากนี้ เซนเซอร์ชนิดที่ใช้ในการวัดอาจส่งผลต่อเอาท์พุตของเซนเซอร์ได้
การวัดการสั่นสะเทือน:
การวัดการสั่นสะเทือนมีสองประเภท: การเคลื่อนที่แบบสัมพัทธ์และแบบสัมบูรณ์
การเคลื่อนที่สัมพัทธ์:
ประการแรกคือการวัดแบบสัมพัทธ์ ซึ่งสัมพันธ์กับการเคลื่อนที่ของส่วนประกอบที่วัดกับส่วนประกอบอื่น การวัดที่พบบ่อยที่สุดคือการวัดการเคลื่อนที่ของเพลาภายในตลับลูกปืน โดยทั่วไป การวัดนี้จะใช้หัววัดวนแบบไม่สัมผัส ซึ่งเป็นเซนเซอร์ ซึ่งจะติดตั้งเข้ากับหรือผ่านตัวตลับลูกปืนเอง การวัดเหล่านี้ได้รับการพิสูจน์แล้วว่ามีประสิทธิภาพมากในการระบุเส้นทางที่เพลาเคลื่อนที่ภายในตลับลูกปืนและปริมาณการเคลื่อนที่ การวัดเหล่านี้อยู่ในระยะกระจัด ไม่ว่าจะเป็นมิล (0.001 นิ้ว) หรือไมครอน (.000001 ม.)
ข้อได้เปรียบหลักของเซ็นเซอร์ประเภทนี้คือเปรียบเทียบการเคลื่อนไหวที่วัดได้กับระยะห่างของตลับลูกปืนภายในได้ง่ายมาก ข้อเสียคือหากส่วนประกอบที่ติดตั้งเซนเซอร์กำลังเคลื่อนที่ จะไม่สามารถระบุการวัดแรงที่เกิดขึ้นจริงกับเพลาได้ ข้อเสียประการที่สองคือการกระจัดที่ความถี่สูงกว่าอาจมีขนาดเล็กมากและยังมีการกระจัดที่มาก ดังนั้น ฟอลต์ที่ความถี่สูงกว่าจะถูกฝังอยู่ในชั้นเสียงรบกวนของสัญญาณที่วัดได้
การเคลื่อนไหวแบบสัมบูรณ์:
การวัดการสั่นสะเทือนครั้งที่สองคือการเคลื่อนที่แบบสัมบูรณ์ การวัดนี้ใช้เซ็นเซอร์ที่เปรียบเทียบการเคลื่อนที่กับพื้นโลก เซ็นเซอร์ที่พบบ่อยที่สุดคือเซ็นเซอร์ชนิดเหนี่ยวนำที่สร้างแรงดันเอาต์พุตที่เป็นสัดส่วนกับความเร็วของการเคลื่อนไหว เซ็นเซอร์ที่ใช้กันทั่วไปคืออุปกรณ์เพียโซอิเล็กทริกที่สร้างประจุไฟฟ้าซึ่งสัมพันธ์กับแรงที่ใช้
เซ็นเซอร์ชนิดเหนี่ยวนำและเซ็นเซอร์เพียโซอิเล็กทริกมีข้อดีและข้อเสีย ข้อเสียที่สำคัญของทั้งสองประการคือ เนื่องจากสามารถวัดการเคลื่อนที่สัมบูรณ์ เช่น ระยะแรกของข้อบกพร่องของแบริ่งองค์ประกอบลูกกลิ้ง การเกิดโพรงภายในช่องปั๊ม หรือแรงไฮดรอลิกในปั๊มบ่อลึกไม่เพียงพอที่จะเคลื่อนย้ายฐานหรือตัวเรือนแบริ่ง
ข้อเสียประการที่สองคือการตอบสนองความถี่ของเซ็นเซอร์ เซ็นเซอร์เหนี่ยวนำจะถูกจำกัดอย่างรุนแรงทั้งที่ความถี่ต่ำและความถี่สูง ในขณะที่เซ็นเซอร์เพียโซอิเล็กทริกจะขยายสัญญาณที่ความถี่สูงกว่า ทั้งสองยังอาจเปลี่ยนแปลงความเป็นเส้นตรงได้เนื่องจากเทคนิคการติดตั้งเซนเซอร์ ตลอดจนทิศทางหรือตำแหน่งของเซนเซอร์
แรงที่เซ็นเซอร์เหล่านี้วัดคือการรวมกันของแรงทางกลทั้งหมดที่รวมกัน ณ จุดที่ทำการวัด เนื่องจากเครื่องจักรที่หมุนได้ส่วนใหญ่มีส่วนประกอบที่แตกต่างกันมากมาย และแต่ละส่วนประกอบเหล่านี้สามารถส่งแรงซ้ำๆ ให้กับเครื่องจักรได้ไม่จำกัดจำนวน สัญญาณการสั่นสะเทือนที่วัดได้จะเป็นสัญญาณที่ซับซ้อนซึ่งประกอบด้วยสัญญาณจำนวนมาก
การวิเคราะห์การสั่นสะเทือนของเครื่องจักร (MVA):
กระบวนการวิเคราะห์การสั่นสะเทือนของเครื่องจักรจะระบุความถี่ที่มีอยู่ในการสั่นสะเทือนของเครื่องจักร จากนั้นจึงสัมพันธ์กับความถี่ของแรงที่เกิดจากความผิดพลาดทางกลและทางไฟฟ้า
ในการระบุความถี่ที่มีอยู่ในสัญญาณที่วัดได้ เครื่องวิเคราะห์จะดำเนินการแปลงฟูเรียร์แบบเร็ว (FFT) กับสัญญาณ กระบวนการทางคณิตศาสตร์นี้จะแปลงสัญญาณตามเวลาที่ซับซ้อนที่รวบรวมจากโดเมนเวลาไปเป็นโดเมนความถี่ FFT ระบุแอมพลิจูดและความถี่ที่รวมเข้าด้วยกันเพื่อสร้างสัญญาณที่ซับซ้อนนี้
ข้อผิดพลาดทางกล:
มีแผนภูมิ ตาราง และเอกสารจำนวนมากที่อธิบายความถี่ที่ความผิดพลาดทางกลแต่ละข้อเกิดขึ้น เมื่อมีข้อบกพร่องเหล่านี้ ฟอลต์หลายรายการเหล่านี้สร้างความถี่ฟอลต์เดียวกัน ข้อผิดพลาดต่างๆ เช่น ความไม่สมดุล การเยื้องศูนย์ เพลางอ เพลาแตก และโรเตอร์เยื้องศูนย์ ล้วนเกิดจากความผิดพลาดบนโรเตอร์ และจะสร้างแรงที่เกี่ยวข้องกับความเร็วในการหมุนของเพลา ในหลายกรณี จำเป็นต้องทำการวัดเพิ่มเติมหรือใช้เทคโนโลยีเพิ่มเติมเพื่อระบุปัญหาที่คล้ายกันเหล่านี้เพิ่มเติม
ปัญหาอื่นๆ เช่น ข้อบกพร่องของตลับลูกปืนองค์ประกอบกลิ้งมีความถี่ที่ขึ้นอยู่กับระยะของข้อบกพร่องตลอดจนรูปทรงของตลับลูกปืน ปัญหาประการหนึ่งเกี่ยวกับข้อบกพร่องของแบริ่งองค์ประกอบลูกกลิ้งคือข้อบกพร่องในระยะแรกสร้างสัญญาณแอมพลิจูดที่ต่ำมากและระบุได้ยากในระยะแรกของความผิดปกติที่กำลังพัฒนา
ข้อผิดพลาดทางไฟฟ้า:
มอเตอร์ไฟฟ้าทำงานโดยการทำงานร่วมกันของสนามแม่เหล็กบนโรเตอร์และสเตเตอร์ หากสนามแม่เหล็กบนสเตเตอร์หรือโรเตอร์ไม่สมดุลหรือบิดเบี้ยว จะทำให้เกิดแรงไฟฟ้าที่ไม่สมดุลภายในมอเตอร์ แรงเหล่านี้จะทำให้โรเตอร์เคลื่อนที่ภายในมอเตอร์เนื่องจากสนามแม่เหล็กที่กำลังหมุนผ่านสนามที่บิดเบี้ยวหรือไม่สมดุล
ข้อผิดพลาดทางไฟฟ้าของสเตเตอร์:
รูปร่างของแกนกลางถูกกำหนดโดยสนามแม่เหล็ก โดยปกติแล้วทั้งแกนสเตเตอร์และโรเตอร์จะได้รับการออกแบบให้มีความกลมสมบูรณ์
ช่องว่างอากาศไม่เท่ากัน:
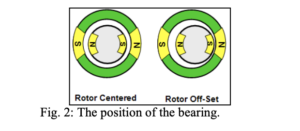
การวางศูนย์กลางของโรเตอร์ที่กลมสมบูรณ์ภายในสเตเตอร์ที่กลมสมบูรณ์ แรงแม่เหล็กทั้งหมดจะเท่ากันและตรงกันข้าม อย่างไรก็ตาม หากโรเตอร์อยู่ในตำแหน่งใกล้กับสเตเตอร์มากขึ้นในพื้นที่ใดๆ เมื่อสนามแม่เหล็กผ่านช่องว่างแคบๆ ก็จะมีแรงดึงดูดที่แรงกว่า โดยดึงโรเตอร์เข้าหาสเตเตอร์และแรงดึงดูดที่อ่อนกว่าที่ด้านตรงข้ามของโรเตอร์ เพื่อ ในกรณีที่มีช่องว่างกว้างขึ้น สิ่งนี้จะสร้างความไม่สมดุลทางไฟฟ้าและเรียกว่าช่องว่างอากาศไม่เท่ากัน
ตำแหน่งของโรเตอร์ภายในสเตเตอร์ถูกกำหนดโดยตำแหน่งของแบริ่ง (ดูรูปที่ 2) ตลับลูกปืนอยู่ในตำแหน่งที่พอดีกับตัวเครื่องของตลับลูกปืน กระดิ่งปลาย และโครงเครื่องจักร เนื่องจากช่องว่างแคบถูกกำหนดโดยตำแหน่งของโรเตอร์ ช่องว่างที่ไม่เท่ากันจะอยู่ที่ตำแหน่งเดิมภายในช่องว่างอากาศเสมอ และโดยทั่วไปเรียกว่าความเยื้องศูนย์กลางคงที่
มีการพิจารณาว่าสำหรับมอเตอร์แบบสองขั้วที่มีกำลัง 2,000 แรงม้า โดยที่ช่องว่างอากาศของโรเตอร์ถูกชดเชย 10% ภายในสเตเตอร์ แรงไฟฟ้าที่สร้างขึ้นจะมากกว่าแรงเหวี่ยงหนีศูนย์ที่สร้างขึ้นมากกว่า 10 เท่า หากโรเตอร์มีความสมดุลกับ ข้อมูลจำเพาะสมดุล ISO ของ G 2.5 สเปคบาลานซ์ของ G2.5 ถือว่าบาลานซ์ดี
โดยทั่วไปฐานรองแบบอ่อนจะสัมพันธ์กับการวางแนวที่ไม่ตรง อย่างไรก็ตาม หากมอเตอร์มีฐานแบบอ่อนที่ยังไม่ได้แก้ไข การขันโบลต์ยึดให้แน่นจะไม่เพียงแต่เปลี่ยนตำแหน่งตลับลูกปืน ทำให้เกิดการวางแนวที่ไม่ตรงเท่านั้น แต่ยังจะทำให้โครงมอเตอร์บิดเบี้ยวด้วย (ดูรูปที่ 3 ).
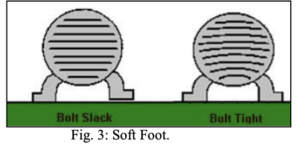
เคสที่บิดเบี้ยวนี้จะทำให้เหล็กสเตเตอร์เสียรูป ซึ่งจะเปลี่ยนสนามแม่เหล็กสเตเตอร์และสร้างสภาวะที่คล้ายกับช่องว่างอากาศที่ไม่เท่ากัน
เหล็กม้วน/สเตเตอร์แบบหลวม:
หากเหล็กสเตเตอร์หลวมในโครงมอเตอร์ หรือขดลวดในช่องสเตเตอร์หลวม สนามแม่เหล็กที่กำลังหมุนจากสเตเตอร์จะทำให้ส่วนประกอบที่หลวมเคลื่อนที่ในแต่ละครั้งที่สนามแม่เหล็กสนามใดสนามหนึ่งผ่านผ่านส่วนประกอบที่หลวม โดยปกติข้อผิดพลาดทั้งสามนี้เป็นสาเหตุของปัญหาการสั่นสะเทือนซึ่งจัดเป็นสเตเตอร์ไฟฟ้า ความถี่ของฟอลต์เหล่านี้ทั้งหมดเกิดขึ้นที่ความถี่เส้นสองเท่า บนตัวควบคุมไดเร็กไดรฟ์ ค่านี้จะเป็น 7200 CPM สำหรับ 60 Hz และ 6,000 CPM สำหรับแอปพลิเคชัน 50 Hz
ข้อผิดพลาดทางไฟฟ้าของโรเตอร์:
มอเตอร์อุตสาหกรรมที่พบมากที่สุดคือโรเตอร์เหนี่ยวนำกรงกระรอก AC โรเตอร์เหล่านี้ใช้แถบโรเตอร์เป็นตัวนำเพื่อสร้างสนามแม่เหล็กบนโรเตอร์ รูปร่างของเหล็กโรเตอร์หรือแกนจะถูกกำหนดโดยสนามแม่เหล็ก
โรเตอร์ประหลาด:
หากเหล็กแกนโรเตอร์หรือวงแหวนส่วนปลายมีความเยื้องศูนย์กลาง สนามแม่เหล็กของโรเตอร์จะบิดเบี้ยว และจะกลายเป็นรูปร่างของแกนกลาง เมื่อวางโรเตอร์เยื้องศูนย์ไว้ในสเตเตอร์ที่มีศูนย์กลาง จะทำให้เกิดช่องว่างที่ไม่เท่ากันระหว่างสนามแม่เหล็กของโรเตอร์และสนามแม่เหล็กสเตเตอร์ อย่างไรก็ตาม เนื่องจากสนามแม่เหล็กที่บิดเบี้ยวอยู่บนโรเตอร์ ระยะห่างแคบจึงหมุนไปตามเพลา เมื่อระยะห่างแคบอยู่ใต้ขั้วแม่เหล็ก จะทำให้เกิดความไม่สมดุลทางไฟฟ้า เนื่องจากความไม่สมดุลทางไฟฟ้าเปลี่ยนแปลงไปตามตำแหน่งของโรเตอร์ ความผิดปกตินี้จึงมักเรียกว่าความเยื้องศูนย์กลางแบบไดนามิก
แถบโรเตอร์หัก:
จุดประสงค์ของแท่งโรเตอร์บนโรเตอร์กรงกระรอกคือเพื่อให้กระแสไหลจากปลายด้านหนึ่งของโรเตอร์ไปยังอีกด้านหนึ่ง กระแสไฟจะสร้างสนามแม่เหล็กบนโรเตอร์ เมื่อกระแสไหลไปในทิศทางเดียว มันจะสร้างสนามแม่เหล็กที่มีขั้วเดียว ไม่ว่าจะทางเหนือหรือใต้ ขั้วตรงข้ามเหล่านี้จะวางตรงข้ามกันและจะสร้างสนามแม่เหล็กที่สมดุล
หากแท่งโรเตอร์หนึ่งแท่งหรือมากกว่าหัก กระแสจะไม่ไหลในส่วนนั้นของโรเตอร์เมื่อวางอยู่ใต้สนามแม่เหล็กสนามแม่เหล็กสนามใดสนามหนึ่ง อย่างไรก็ตาม เนื่องจากแถบที่ด้านใดด้านหนึ่งของตัวแบ่งเชื่อมต่อกัน กระแสจะไหลผ่านแถบเหล่านี้ หากมีเส้นทางที่สมบูรณ์สำหรับการไหลของกระแส สิ่งนี้จะสร้างจุดตายบนโรเตอร์ตรงตำแหน่งของแท่งหรือแท่งที่หัก เมื่อจุดตายนี้อยู่ใต้สนามแม่เหล็กสนามใดสนามหนึ่ง ความไม่สมดุลทางไฟฟ้าจะถูกสร้างขึ้น ความไม่สมดุลทางไฟฟ้านี้จะรวมแรงทางกลใดๆ ที่กระทำต่อระบบโรเตอร์ และทำให้แรงรวมของโรเตอร์เปลี่ยนแปลง
ทั้งคานที่หักและโรเตอร์เยื้องศูนย์ถือเป็นความผิดปกติทางกลไกของโรเตอร์ และจะหมุนไปพร้อมกับโรเตอร์ ในมอเตอร์เหนี่ยวนำ โรเตอร์จะหมุนด้วยความเร็วที่น้อยกว่าความเร็วของสนามแม่เหล็กที่กำลังหมุน ดังนั้นความผิดพลาดทางกลจะเคลื่อนที่เข้าและออกจากใต้สนามแม่เหล็ก เมื่อโรเตอร์ที่มีฟอลต์หมุน แรงไฟฟ้าที่กระทำต่อโรเตอร์จะเพิ่มขึ้นและลดลง ขึ้นอยู่กับตำแหน่งของแท่งหักที่สัมพันธ์กับสนามแม่เหล็ก สิ่งนี้ทำให้แรงทางไฟฟ้าและทางกลรวมกันเพื่อปรับ ความถี่ของการมอดูเลตจะเท่ากับจำนวนขั้วคูณด้วยความเร็วสลิปของโรเตอร์ ความถี่นี้ปกติเรียกว่าความถี่ผ่านขั้วโลก (PPF)
โรเตอร์ที่ไวต่อความร้อน:
โรเตอร์ของมอเตอร์เหนี่ยวนำกระแสสลับบางรุ่นปรากฏว่าแรงที่มาจากโรเตอร์เปลี่ยนไปตามโหลด สิ่งนี้มักเกิดขึ้นเนื่องจากโรเตอร์โค้งงอเมื่อกระแสไหลผ่านและโรเตอร์เพิ่มขึ้น สาเหตุนี้เกิดขึ้นเป็นผลมาจากการเคลือบแกนที่สั้น ความหนาของการเคลือบโรเตอร์ที่ไม่สม่ำเสมอ หรือการหล่อช่องว่างในโรเตอร์แบบหล่อ ในกรณีใดๆ ข้างต้น ด้านหนึ่งของโรเตอร์จะร้อนกว่าด้านตรงข้าม จึงทำให้ส่วนที่ร้อนกว่าของโรเตอร์ยืดหรือขยายตัว ส่งผลให้โรเตอร์โค้งงอ โรเตอร์ที่โค้งงอจะทำให้โรเตอร์ทำงานผิดปกติและปรากฏเป็นความเยื้องศูนย์แบบไดนามิก
เมื่อฟอลต์ส่งผลต่อสนามแม่เหล็กของโรเตอร์ แรงที่ไม่สมดุลจะทำให้แรงโรเตอร์รวมปรับ ซึ่งจะทำให้แอมพลิจูดของการสั่นของเครื่องจักรที่ความเร็วการหมุนปรับด้วยเช่นกัน FFT ของสัญญาณมอดูเลตแอมพลิจูดจะทำให้เกิดแถบข้างรอบความถี่พื้นฐาน ซึ่งในกรณีนี้คือหนึ่งเท่าของความเร็วในการวิ่ง การมีอยู่ของแถบข้างบ่งบอกว่ามีการปรับแอมพลิจูดอยู่ และระยะห่างของแถบข้างบ่งบอกถึงความถี่ของการมอดูเลต ถ้าฟอลต์มาจากโรเตอร์ แถบด้านข้างจะมีระยะห่างที่ความถี่ทะลุขั้ว เนื่องจากความผิดปกติของโรเตอร์ทั่วไปทั้งสามอย่างที่อธิบายไว้ข้างต้นทำให้แรงของโรเตอร์ปรับ FFT ของความผิดปกติแต่ละรายการจะปรากฏเป็นยอดสเปกตรัมที่ความเร็วหมุนด้วยแถบข้าง PPF
ข้อผิดพลาดทางกล:
ข้อผิดพลาดทางกลไกอื่นๆ บนมอเตอร์จะปรากฏเหมือนกับข้อผิดพลาดในเครื่องจักรอื่นๆ ความผิดปกติจะถูกระบุใน FFT โดยขึ้นอยู่กับความถี่หรือรูปแบบของ FFT ในบางกรณี ความถี่เหล่านี้สามารถรับได้จากแผนภูมิหรือตารางจำนวนเท่าใดก็ได้
การวิเคราะห์ลายเซ็นทางไฟฟ้า (ESA):
การวิเคราะห์ลายเซ็นทางไฟฟ้าจะวัดกระแสและแรงดันไฟฟ้าทั้งสามเฟสที่ตัวควบคุมมอเตอร์ ขณะที่เครื่องกำลังทำงาน ด้วยการวัดแรงดันและกระแสทั้งสามเฟส การวิเคราะห์กำลังที่จ่ายให้กับมอเตอร์จึงเสร็จสมบูรณ์ทุกครั้งที่รับข้อมูล ESA นอกจากนี้ FFT ยังดำเนินการกับรูปคลื่นของแรงดันและกระแสอีกด้วย
การทดสอบและการวิจัยแสดงให้เห็นว่าข้อผิดพลาดทางกลและไฟฟ้าจำนวนมากในระบบมอเตอร์จะทำให้กระแสไฟฟ้าของมอเตอร์ปรับตามความถี่ของความผิดปกติ
การวิเคราะห์กำลัง:
การวิเคราะห์กำลังจะไม่เพียงแต่ระบุปัญหาที่เกี่ยวข้องกับมอเตอร์เท่านั้น แต่ยังจะระบุปัญหากำลังไฟฟ้าขาเข้าด้วย เช่น ปริมาณฮาร์มอนิกที่มากเกินไป แรงดันไฟฟ้าไม่สมดุล แรงดันไฟฟ้าไม่ตรงกัน กระแสไฟฟ้าไม่สมดุล ตัวประกอบกำลังของระบบมอเตอร์ และประสิทธิภาพของระบบมอเตอร์ นอกจากนี้ เนื่องจาก ESA วัดแรงดันและกระแสทั้งสามเฟสพร้อมกัน จึงสามารถกำหนดโหลดบนมอเตอร์ได้อย่างแม่นยำมาก ช่วยให้ซอฟต์แวร์ ESA สามารถกำหนดความเร็วโรเตอร์จริงได้อย่างแม่นยำ โดยทั่วไปแล้วความเร็วในการวิ่งจะวัดภายใน 1 RPM
การวิเคราะห์ FFT:
FFT ของกระแสจะระบุความผิดปกติในระบบมอเตอร์ที่คล้ายกับ MVA หรือเทคนิคการวิเคราะห์ลายเซ็นอื่นๆ อย่างไรก็ตาม การดำเนินการ FFT บนทั้งแรงดันมอเตอร์และรูปคลื่นกระแสทำให้มีความสามารถในการวินิจฉัยเพิ่มเติม เมื่อเปรียบเทียบกับ MVA และการวิเคราะห์ลายเซ็นกระแสมอเตอร์ (MCSA) ทั้ง MVA และ MCSA วัดการตอบสนองของระบบมอเตอร์เท่านั้น หากมีพีคสเปกตรัมขนาดใหญ่ในสเปกตรัมปัจจุบันหรือสเปกตรัมการสั่นสะเทือน ซึ่งเป็นผลมาจากความถี่พาหะในกำลังที่เข้ามา จะตรวจไม่พบด้วยเทคนิคใดเทคนิคหนึ่งเหล่านี้ อย่างไรก็ตาม โดยการดำเนินการ FFT ทั้งแรงดันและกระแส พีคสเปกตรัมใดๆ ที่มีอยู่จะมาจากกำลังที่เข้ามา อย่างไรก็ตาม หากไม่มีพีคสเปกตรัมในสเปกตรัมแรงดันไฟฟ้าที่มีอยู่ในสเปกตรัมปัจจุบัน ฟอลต์จะมาจากมอเตอร์หรือเครื่องจักรที่ขับเคลื่อน
ความผิดพลาดของสเตเตอร์:
ความผิดปกติของสเตเตอร์ใน ESA จัดอยู่ในประเภทไฟฟ้าหรือเครื่องกลโดยธรรมชาติ
ความผิดพลาดทางกลของสเตเตอร์:
ความผิดปกติที่จัดประเภทเป็นข้อบกพร่องทางกลของสเตเตอร์จะถูกสร้างขึ้นเมื่อแกนสเตเตอร์หลวมในโครงมอเตอร์ หรือหากขดลวดหลวมในช่องสเตเตอร์ ความผิดพลาดอย่างใดอย่างหนึ่งเหล่านี้จะทำให้เกิดสนามแม่เหล็กที่เกิดจากความไม่ต่อเนื่องในเหล็กสเตเตอร์ที่ขดลวดถูกวางไว้เพื่อมอดูเลต ความถี่เหล่านี้เรียกว่าความถี่การส่งผ่านช่องสเตเตอร์ ซึ่งถูกกำหนดโดยการคูณจำนวนช่องสเตเตอร์ด้วยความเร็วในการทำงาน
แม้ว่าจะไม่ใช่หายนะในทันที แต่หากปล่อยให้เกิดการหลวมต่อไป จะส่งผลให้ฉนวนของฉนวนของขดลวดทั้งสองตัวพังทลาย (เนื่องจากการหลวมทำให้ฉนวนของขดลวดสึกหรอ) หรือทำให้ฉนวนของผนังพื้นพังทลายและสร้าง ความผิดพื้นดิน ข้อผิดพลาดอย่างใดอย่างหนึ่งเหล่านี้จะส่งผลให้ขดลวดเสียหายโดยสิ้นเชิง สถานการณ์ที่ดีที่สุดคือการกรอกลับมอเตอร์หรือมอเตอร์เสียหายโดยสิ้นเชิง หากเหล็กสเตเตอร์เสียหายระหว่างเกิดความล้มเหลว ความล้มเหลวนี้จะต้องเปลี่ยนมอเตอร์ทั้งหมด การหยุดชะงักของความถี่ในการส่งผ่านสล็อตสเตเตอร์มักเกิดขึ้นเล็กน้อยมากจน MVA จะไม่รับข้อผิดพลาดเหล่านี้จนกว่าข้อบกพร่องจะอยู่ในขั้นตอนขั้นสูงมาก ฟอลต์เหล่านี้จะทำให้ส่วนประกอบที่หลวม เหล็กสเตเตอร์ หรือขดลวดเคลื่อนที่ เนื่องจากสนามแม่เหล็กหมุนรอบสเตเตอร์ ซึ่งจะถูกระบุโดยแถบข้างความถี่เส้นที่อยู่รอบความถี่การส่งผ่านช่องสเตเตอร์
สเตเตอร์ไฟฟ้า:
หากฉนวนระหว่างขดลวดสเตเตอร์กับกราวด์พัง จะเกิดความผิดปกติของขดลวดหรือความผิดปกติของกราวด์ ข้อผิดพลาดเหล่านี้ส่งผลให้เกิดความร้อนเฉพาะจุดและการสลายตัวของฉนวนเพิ่มเติม จนกระทั่งขดลวดไหม้ในที่สุดและทำลายขดลวดจนหมด และในกรณีที่รุนแรงจะเกิดการบิดเบี้ยวหรือไหม้ฉนวนลามิเนตด้านใน
เมื่อข้อผิดพลาดเหล่านี้เกิดขึ้น จุดอ่อนของขดลวดจะทำให้ช่องสเตเตอร์ที่ส่งผ่านความถี่ปรับที่ความถี่เส้น เนื่องจากสนามแม่เหล็กหมุนรอบสเตเตอร์ สิ่งเหล่านี้จะปรับเพิ่มเติมเมื่อเพลาหมุน ซึ่งจะสร้างแถบข้างความเร็วในการวิ่งรอบแถบข้างความถี่ของเส้น
ESA สามารถระบุข้อผิดพลาดที่จัดประเภทเป็นสเตเตอร์ทางไฟฟ้าได้ แต่เพื่อยืนยันประเภทข้อบกพร่อง แนะนำให้ทำการวิเคราะห์วงจรมอเตอร์โดยที่มอเตอร์ไม่จ่ายไฟ
อีกครั้งการปรับเหล่านี้ในความถี่การส่งผ่านสล็อตสเตเตอร์นั้นน้อยมากและแรงที่สร้างขึ้นมีขนาดเล็กมากและมักจะตรวจไม่พบด้วย MVA
ความผิดพลาดของโรเตอร์:
ความผิดปกติของโรเตอร์ทั่วไปที่ตรวจพบโดยใช้ ESA ได้แก่ ความเยื้องศูนย์แบบคงที่ (ช่องว่างอากาศไม่เท่ากัน), ความเยื้องศูนย์แบบไดนามิก (โรเตอร์เยื้องศูนย์) และแถบโรเตอร์ที่หัก
ความเยื้องศูนย์กลางแบบคงที่:
เมื่อแกนโรเตอร์มีศูนย์กลางร่วมกันและมีศูนย์กลางอยู่ที่สนามแม่เหล็ก กระแสที่ไหลผ่านแถบโรเตอร์จะเท่ากันและมีขั้วตรงกันข้ามที่ด้านตรงข้ามของโรเตอร์ แต่หากโรเตอร์ไม่ได้อยู่ตรงกลางสนามแม่เหล็ก ความแรงของสนามแม่เหล็กในแถบโรเตอร์ที่อยู่ใกล้กับสเตเตอร์มากที่สุดจะแข็งแกร่งกว่าด้านตรงข้าม นอกจากนี้ เมื่อขั้วแม่เหล็กหมุนรอบสเตเตอร์ มันจะทำให้เกิดสนามแม่เหล็กรอบแถบโรเตอร์ ปรับทุกครั้งที่ขั้วใดขั้วหนึ่งผ่านระยะห่างแคบ สิ่งนี้จะสร้างจุดสูงสุดสเปกตรัมความถี่เส้นเป็นสองเท่า รอบๆ ความถี่ที่ผ่านของแถบโรเตอร์ ความถี่การส่งผ่านแถบโรเตอร์เท่ากับจำนวนแท่งโรเตอร์คูณด้วยความเร็วในการวิ่ง
ความเยื้องศูนย์กลางแบบไดนามิก:
หากโรเตอร์อยู่ตรงกลาง แต่แกนโรเตอร์อยู่เยื้องศูนย์ สิ่งนี้จะสร้างช่องว่างอากาศแคบที่หมุนไปรอบๆ ซึ่งก็คือด้านในของช่องว่างอากาศกับโรเตอร์ ช่องว่างอากาศแคบจะสร้างแถบด้านข้างความถี่เส้นสองเท่า (2xLF) รอบความถี่การส่งผ่านของแถบโรเตอร์ แต่เนื่องจากระยะห่างที่แคบนั้นหมุนไปรอบๆ ในช่องว่างอากาศ ที่ความเร็วของโรเตอร์ จะทำให้แถบด้านข้าง 2xLF ปรับที่ความเร็วของโรเตอร์ สิ่งนี้จะสร้างแถบข้างความเร็วในการวิ่งรอบๆ แถบข้าง 2xLF
แถบโรเตอร์หัก:
เมื่อจุดตายบนโรเตอร์ผ่านใต้สนามแม่เหล็ก จะไม่มีการเหนี่ยวนำระหว่างสนามแม่เหล็กของสเตเตอร์กับโรเตอร์ สิ่งนี้จะทำให้กระแสมอเตอร์ปรับที่ PPF ซึ่งจะสร้างแถบข้างความถี่ PPF รอบความถี่สายในสเปกตรัมปัจจุบัน
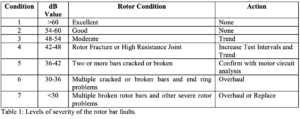
การวิจัยได้พิสูจน์แล้วว่าความรุนแรงของความผิดปกติของแถบโรเตอร์นั้นขึ้นอยู่กับความสัมพันธ์ของการมอดูเลต มีการระบุระดับความรุนแรงเจ็ดระดับ ดูตารางที่ 1
ข้อผิดพลาดทางกล:
ความผิดพลาดทางกลใดๆ ที่จะทำให้เกิดการสั่นสะเทือนบนอุปกรณ์ที่กำลังหมุนจะทำหน้าที่เหมือนกับโหลดบนมอเตอร์ แม้แต่การตอบสนองต่อการกระแทกเพียงเล็กน้อย เช่น ความถี่ธรรมชาติของระบบตลับลูกปืน ก็ตรวจจับได้อย่างง่ายดายโดยใช้ ESA ในความผิดพลาดทางกลของสเปกตรัม ESA จะปรากฏเป็นความถี่กลางของแถบข้างความถี่เส้น
สเปกตรัมสาธิต:
ESA ยังสร้างสเปกตรัมความถี่ต่ำสาธิต Fmax 120 Hz สเปกตรัมสาธิตเป็นเทคนิคการประมวลผลสัญญาณที่จะตัดสัญญาณความถี่เส้นออกจากสัญญาณรูปคลื่นเวลาที่บันทึกไว้ สิ่งที่เหลืออยู่ในสัญญาณที่ประมวลผลคือความถี่ที่ทำให้กระแสมอเตอร์ปรับ สัญญาณ FFT ของกระบวนการนี้จะแสดงความถี่ของความผิดปกติทั้งหมดอย่างชัดเจน เช่น ความผิดปกติที่มาจากโรเตอร์ รวมถึงความไม่สมดุล การวางแนวที่ไม่ตรง (ไม่เพียงแต่บนมอเตอร์เท่านั้น แต่ในหลายกรณีบนเครื่องจักรที่ขับเคลื่อนด้วย) พีค PPF และความเร็วในการวิ่ง (RS) ซึ่งโดยปกติจะปรากฏเป็นแถบด้านข้างรอบความถี่ของเส้นในสเปกตรัมกระแสปกติจะปรากฏเป็นพีคเดี่ยวในสเปกตรัมสาธิต ช่วยให้ซอฟต์แวร์ระบุ RS ที่แท้จริงของระบบมอเตอร์ ณ เวลาที่ข้อมูลได้รับได้อย่างแม่นยำมาก ซึ่งโดยปกติจะอยู่ภายในความแม่นยำ 1 RPM ความถี่ฟอลต์อื่นๆ ที่น้อยกว่า 120 เฮิรตซ์จะปรากฏเป็นพีคเดี่ยวในสเปกตรัมสาธิต และข้อบกพร่องของสายพานจะถูกตรวจพบได้ง่ายมากโดยใช้สเปกตรัมสาธิต
ความผิดพลาดทางกลอื่นๆ:
ปัญหาตาข่ายเฟือง การส่งผ่านของใบพัด และแรงเชิงกลอื่น ๆ ที่ปรากฏที่ใดก็ได้ในระบบมอเตอร์จะปรากฏในสเปกตรัมกระแสความถี่สูงเป็นความถี่กลางระหว่างแถบด้านข้างความถี่ของเส้น
ข้อบกพร่องของแบริ่งองค์ประกอบกลิ้ง:
ข้อบกพร่องของตลับลูกปืนระยะต้นถึงปลายระยะที่ 2 ปรากฏชัดเจนมากในสเปกตรัมกระแสความถี่สูง เนื่องจากแถบด้านข้างความถี่เส้นล้อมรอบความเร็วในการทำงานตัวคูณที่ไม่ใช่จำนวนเต็ม
อนาคตของ ESA คืออะไร?
Initial testing has indicated that ESA is one of the most powerful tools for screening motor-driven machinery. In almost all cases, errors appear much earlier in ESA data than in MVA, because the force of the defect is not necessarily sufficient to displace the entire machine structure, as is the case with mechanical vibration. Furthermore, ESA can identify the conditions of the power supplied to the motor system, determine motor efficiency, and, most importantly, the exact operating speed of the motor at the time the data was collected. This measurement is crucial when using ESA and MVA because most errors in motor systems are speed-dependent, and determining the precise operating speed is essential for accurate spectrum analysis.
Frequency response:
Because ESA uses changes in motor current to identify faults, it can detect faults at very low and very high frequencies. The MVA (Machine Volume Measurement) has limits depending on the measurement type (relative or absolute) and the sensor’s frequency response.
Vertical deep well pump:
Experience with vertical pumps has shown that errors in the pump are not transmitted to the motor. To investigate what is happening in the pump, a sonar head needs to be placed on the pump body. The motor will not detect pump malfunctions until the pump is completely destroyed. Initial testing showed that small amounts of cavitation and even impeller passage frequencies in the pump can be easily detected using ESA. MVA frequency waves taken simultaneously found no evidence of any fault.
Variable frequency drive:
When using ESA to test motors driven by VFDs, not only can malfunctions in the motor system be detected, but aging capacitors and other electrical problems in the drive become very visible.
For more information on electrical signature analysis or how to improve the reliability of motor systems at your plant, please visit www.alltestpro.com or email [email protected].

AT34™
วิเคราะห์และแนวโน้มความสมบูรณ์ของส่วนประกอบมอเตอร์สำหรับความผิดปกติของกราวด์ ความผิดปกติของขดลวดภายใน การเชื่อมต่อแบบเปิด และการปนเปื้อน – ทั้งหมดนี้ทำได้ด้วยอุปกรณ์มือถือเครื่องเดียว

