Méthodes d’essai des moteurs pour déterminer l’efficacité et la fiabilité
Summary
This article discusses the financial impact of motor condition, efficiency, and reliability in electric motors by examining a combination of motor circuit analysis (MCA) and vibration techniques. The impact on energy, production, and maintenance costs will be highlighted. The topic will draw on a study of utilities and the success of the market transformation implemented by the U.S. Department of Energy in 2000 and 2001. Key areas of concern include phase balance, rotor bars, cleanliness, and bearing issues.
Introduction
Electric motors are the primary driver of industry and our general comfort in commercial buildings. Motor systems consume 20% of all energy used in the United States and 59% of all electricity generated. Within each sector:
- 78% of electrical energy in industrial systems (>90% in processing industries)
- 43% of the electrical energy used in commercial buildings
- 37% of the home’s electrical energy
Over 1.2 billion electric motors of all types are in use in the United States. However, electric motors are often invisible until production is interrupted due to a burnout or catastrophic bearing failure.
Il est important de comprendre que les équipements tombent généralement en panne avec le temps, que la fiabilité diminue et que les pertes augmentent (l’efficacité diminue) avec le temps avant la plupart des pannes catastrophiques. Bien que certaines pannes d’équipement soient instantanées, la grande majorité des pannes catastrophiques qui ont un impact sur la production sont le résultat d’une défaillance dans la mise en œuvre d’un programme de maintenance. Cet échec est principalement dû au fait que la direction ne comprend pas pleinement que la maintenance est un investissement dans l’entreprise et non une dépense liée à l’activité. Si vous n’investissez pas dans le matériel, l’équipement et le personnel, vous n’aurez pas de produit à vendre. Si vous n’investissez pas dans des pratiques de maintenance prédictive (PM, TPM, RCM ou tout autre programme), vous n’aurez pas de produits à vendre ou vous en aurez moins à un coût de production global plus élevé.
Il a été démontré que la mise en œuvre correcte d’un programme de maintenance permet de réduire la consommation d’énergie dans les usines de 10 à 14 % [1,2], tout en réduisant les temps d’arrêt non planifiés de la production. Les coûts moyens des temps d’arrêt sont présentés comme suit :
- Industrial Productivity Training Manual, 1996 Annual IAC Directors Meeting, Rutgers University, US Department of Energy Office of Industrial Technologies, 1996.
- Electric Motors Performance Analysis Testing Tool Demonstration Project, Pacific Gas & Electric, 2001.
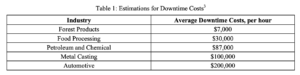
Dans le cadre d’un récent projet sur l’énergie et la fiabilité des services publics, un groupe de moteurs électriques d’une puissance de 5 à 200 chevaux a été examiné dans plusieurs industries, notamment : Pétrole et produits chimiques ; Produits forestiers ; Transformation des aliments ; Exploitation minière (carrières) ; et Pâtes et papiers. Les usines allaient de l’absence de programme d’entretien planifié à une mise en œuvre complète, y compris un programme énergétique existant. Parmi ces moteurs, évalués de manière aléatoire, 80 % présentaient au moins une déficience, et 60 % d’entre eux (48 % de l’original) ont été jugés rentables à remplacer. Les usines sans programme avaient le plus grand nombre de moteurs défectueux, tandis que les usines avec des programmes de maintenance et d’énergie existants avaient le plus petit nombre de moteurs défectueux. Huit pour cent des moteurs ont été évalués pour déterminer les types de défauts et les coûts potentiels évités par une action corrective (réparation ou remplacement) en utilisant l’analyse des vibrations et l’analyse des circuits du moteur (MCA). Plusieurs d’entre eux présentaient une combinaison de problèmes électriques et mécaniques :
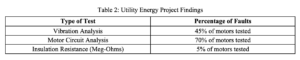
Plusieurs moteurs présentaient des défauts combinés de vibration et d’électricité. Quelques-uns présentaient des défauts d’enroulement combinés à des défauts de résistance d’isolement. Plusieurs avaient des enroulements court-circuités qui continuaient à causer des problèmes de production mais qui étaient considérés comme des déclenchements intempestifs (détectés dans l’étude à l’aide de l’AMC). Les conclusions de la partie avancée du projet de démonstration du Motor PAT Tool indiquent que la mesure du déséquilibre de phase de la résistance, de l’inductance, de l’impédance, de l’angle de phase et de l’I/F (courant/réponse en fréquence) a fourni des résultats plus utiles. L’évitement des coûts de production supplémentaires combinés de 20 % des moteurs défectueux, de 5 à 250 chevaux, s’élevait à 297 100 dollars, ce qui rendait les coûts de mise en œuvre insignifiants.
L’objectif de ce document est d’abord de fournir des informations pour déterminer les coûts évités grâce à l’application d’un programme de maintenance sur les moteurs électriques. Cette étape sera suivie d’une discussion sur la mise en œuvre de l’analyse des circuits du moteur (MCA) et de l’analyse des vibrations.
Éviter les coûts grâce à la maintenance
Il existe plusieurs façons de déterminer les coûts évités grâce à la mise en œuvre de programmes d’entretien. Dans cette discussion, l’accent sera mis sur les méthodes introduites par les centres d’évaluation industrielle (IAC) du ministère américain de l’énergie, qui fournissent une méthode très basique et conservatrice. Le projet de démonstration de l’outil PAT a utilisé une méthode beaucoup plus complexe [5], qui n’entre pas dans le cadre de cet article. Toutefois, certains outils, tels que MotorMaster Plus [6], seront utilisés pour fournir des informations sur les coûts de réparation des moteurs.
- Industrial Productivity Training Manual, 1996 Annual IAC Directors Meeting, Rutgers University, US Department of Energy Office of Industrial Technologies, 1996.
- Electric Motors Performance Analysis Testing Tool Demonstration Project, Pacific Gas & Electric, 2001.
- Electric Motors Performance Analysis Testing Tool Demonstration Project, Pacific Gas & Electric, 2001.
- MotorMaster Plus est un logiciel gratuit de gestion de l’énergie et des moteurs disponible sur le site du ministère américain de l’énergie ( www.oit.doe.gov/bestpractices/).
Les représentants des services publics ont indiqué que lors d’une enquête menée auprès d’installations ne disposant pas de programmes de maintenance préventive, les rebobinages de moteurs représentaient 85 % du nombre total de réparations de moteurs (en moyenne). Après la mise en place de programmes de maintenance préventive, le nombre de rembobinages a été réduit à environ 20 % du total.7 Cette affirmation s’est avérée vraie dans le cadre de projets de recherche, notamment : Dreisilkers Total Motor System Maintenance and Management Program (DTM2), le PAT Tool Project, etc.
Pour les besoins de cette discussion, nous considérerons une usine de carton avec 485 moteurs. Il y a deux lignes de production en fonctionnement qui ont un coût d’arrêt potentiel de 6 575 $ chacune. En moyenne, trois moteurs ont été réparés par mois, dont la majorité (70 %) a nécessité le remplacement du bobinage (normalement causé par l’immersion, la contamination ou l’enrobage des moteurs). L’installation a fonctionné 8 000 heures par an, les défaillances catastrophiques entraînant normalement la défaillance d’une ligne à la fois. Les coûts supplémentaires, qui ne sont pas couverts par cette discussion, comprennent le nettoyage du système avant le redémarrage de l’opération. Aucun programme d’entretien n’a été mis en place.
La première étape consiste à calculer les coûts des arrêts de production non planifiés :
Équation 1 : Coût des arrêts de production non planifiés
PCDowntime = (MF/an) x (PLost/défaillance) x (PCost) = (36 moteurs/an) x (4 heures/défaillance) x (6 575 $/heure) = 946 800 $/an
Où PC est le coût annuel des temps d’arrêt non planifiés, MF est le nombre de pannes de moteur, P représente la production
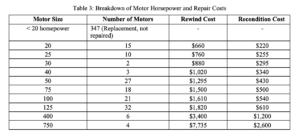
L’étape 2 consiste à calculer le coût moyen de l’équipement de rebobinage. Dans le cas présent, nous nous concentrerons sur les puissances de 20 chevaux et plus.
Équation 2 : Coût moyen du rebobinage des moteurs
Ravg = ((Nn1 x RWCn1)++(Nnn x RWCnn))/NT = ((1520 x $66020) + (1025 x $76025)++(4750 x $7735750)) / 138 moteurs = 1 650
Où Ravg est le coût moyen de rebobinage, Nn est le nombre de moteurs pour chaque puissance, RWCn est le coût de rebobinage pour chaque puissance.
7) Industrial Productivity Training Manual, 1996 Annual IAC Directors Meeting, Rutgers University, US Department of Energy Office of Industrial Technologies, 1996.
Le coût moyen du reconditionnement des moteurs est calculé de la même manière, sauf que le coût du reconditionnement est utilisé à la place du coût du rebobinage. Pour cet exemple, le coût moyen de reconditionnement serait de 555 $.
L’étape 3 consiste à calculer le coût moyen de réparation par moteur avant et après la mise en œuvre de la maintenance.
Équation 3 : Coût moyen de réparation par moteur
Ravg = (% Reconditionnement x $/Reconditionnement) + (% Rembobinage x $/Rembobinage) = (30 % x 555 $) + (70 % x 1 650 $) = 1 322 $ / moteur
En supposant que le nombre de moteurs rebobinés par rapport aux moteurs reconditionnés soit inversement proportionnel à l’application du programme, le nombre de moteurs rebobinés serait de 30 % et le coût moyen de la réparation serait de 884 $ par moteur. Une fois le programme mis en œuvre, le nombre de moteurs à réparer sera globalement réduit.
L’étape 4 utilise le nombre de moteurs réparés par an et la différence entre les moteurs reconditionnés et les moteurs rebobinés pour obtenir une estimation prudente des économies réalisées.
Équation 4 : Estimation de la réduction des coûts de réparation (RRCest)
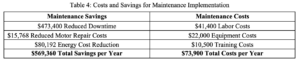
RRCest = (moteurs réparés/an x coûts de réparation initiaux) (moteurs réparés/an x nouveaux coûts de réparation) = (36 moteurs/an x 1 322 $/moteur) (36 moteurs/an x 884 $/moteur) = 15 768 $ par an
L’étape 5 consiste à déterminer les économies d’énergie potentielles. Pour les besoins d’une estimation prudente, une amélioration de 2 % de l’efficacité sera prise en compte. Les composants de maintenance comprennent (et le type de système d’essai, vibration et MCA seulement, pour ce document, utilisé pour évaluer) :
- Amélioration de la lubrification (vibrations)
- Alignement et équilibrage corrects (vibrations)
- Correction des déséquilibres du circuit (MCA)
- Réduction des températures du moteur (MCA, vibrations)
- Réduction des pertes d’efficacité causées par les rebobinages (le ministère américain de l’énergie estime à un point de pourcentage la réduction de l’efficacité par rebobinage).
- Amélioration des performances du système d’entraînement
Équation 5 : Économies de coûts énergétiques
Économies d’énergie = (puissance totale des moteurs considérés) x (facteur de charge) x (heures de fonctionnement) x (% d’économies) x (.746 kW/hp) x (coûts d’utilisation de l’électricité) = 14 930 chevaux-vapeur x 75 % de charge x 8 000 heures x 2 % d’économies x 0,746 kW/hp x 0,06 $/kWh = 80 192 $ par an.
L’étape 6 consiste à déterminer les coûts de main-d’œuvre interne pour la mise en œuvre du programme. Supposons une heure de travail par moteur et par an. Les coûts estimés pour cet exemple seront basés sur 25 dollars de l’heure.
Équation 6 : Coûts de main-d’œuvre interne
Main-d’œuvre = (1 h/mois/moteur) x (nombre de moteurs) x (12 mois/an) x ($/homme) = 1 h/mois/moteur x 138 moteurs x 12 mois/an x (25 $/homme) = 41 400 $ par an.
L’étape 7 correspond au prix d’achat de l’AMC et de l’équipement d’analyse des vibrations. Pour les besoins de cet article, l’équipement utilisé sera le même que celui sélectionné pour le projet PAT. Le coût combiné de l’instrument ALL-TEST IV PRO2000MCA et de l’équipement d’analyse des vibrations Pruftechnik est estimé à 22 000 dollars.
L’étape 8 concerne les coûts de formation pour la mise en œuvre du système. En supposant que les coûts de formation à l’équipement s’élèvent à 4 500 dollars par personne et les coûts de formation à la maintenance à 6 000 dollars par personne, le coût devrait être d’environ 10 500 dollars par personne.
La dernière étape consiste à déterminer le délai de récupération simple pour la mise en œuvre du programme. Dans le cas de cet exemple, on suppose une réduction de 50 % des temps d’arrêt non planifiés au cours de la première année.
Equation 7 : Récupération de l’entretien simple
Période de récupération = (coûts totaux par an)/(économies totales par an) = 73 900 $ / 569 360 $ = 0,13 an ou 1,6 mois
La taille réduite de cette usine particulière permettrait la mise en œuvre complète d’un programme d’entretien. Les grandes usines de fabrication comptent souvent des milliers de moteurs électriques et peuvent nécessiter une répartition des départements ou des secteurs pour une mise en œuvre réussie.
Application de l’analyse des vibrations
L’analyse des vibrations est utilisée par les professionnels de la maintenance pour détecter les défauts mécaniques et, dans une certaine mesure, les défauts électriques dans les équipements rotatifs. En effectuant des tests à intervalles réguliers, il est possible de déterminer la fiabilité de fonctionnement d’un moteur électrique grâce à des tendances. Les pertes d’énergie peuvent augmenter en cas de défaillance des roulements, de graissage, de tension des courroies, de désalignement ou d’autres déséquilibres. Ces pertes se traduisent par des vibrations, du bruit et de la chaleur. Une tension et un graissage incorrects des courroies augmentent les pertes par frottement et par enroulement du moteur. Cette valeur peut être calculée comme suit :
Equation 8 : Pertes de charge
Watts Loss = (load,lbs x JournalDiameter,inches x rpm x f) / 169 .f dépend de l’huile utilisée et de la température, 0.005 est typique.
L’analyse des vibrations pour le dépannage permet de détecter les défauts des roulements (41 % des défaillances), de l’équilibre et de l’alignement (12 % des défaillances), principalement. Il détectera également les défauts du rotor (10 % des pannes) et certains défauts électriques (37 % des pannes), dans une certaine mesure. Cependant, les défauts électriques et de rotor ont tendance à se situer dans des plages de fréquence qui peuvent être liées à d’autres équipements et qui sont directement liées à la charge. L’analyse des vibrations exige que le moteur électrique fonctionne à une charge constante au cours de chaque essai qui fera l’objet d’une analyse.
Application de l’analyse des circuits de moteur
“Il existe de nombreux outils permettant d’effectuer une maintenance préventive de qualité des moteurs individuels. Parmi ceux-ci, les systèmes d’analyse des circuits de moteur (MCA) sont très prometteurs pour identifier les problèmes de moteur avant une panne coûteuse et pour améliorer l’efficacité générale des systèmes de moteur en général. “8
L’analyse du circuit du moteur permet à l’analyste de détecter les défauts de bobinage et de rotor dans le moteur électrique. L’un des avantages de ce type de méthode d’essai est qu’il nécessite la mise hors tension de l’équipement, ce qui permet d’effectuer des essais initiaux à l’entrée des moteurs électriques et de dépanner en cas de défaillance de l’équipement. Les pertes d’énergie primaire qui peuvent être détectées comprennent le déséquilibre de phase et les pertes I2R, tandis que les défauts comprennent les enroulements court-circuités, les connexions desserrées, les défauts de mise à la terre et les défauts du rotor.
Un défaut résistif dégage de la chaleur, comme une perte. Par exemple, une connexion lâche de 0,5 Ohm sur un moteur électrique de 100 chevaux fonctionnant à 95 ampères :
Équation 9 : Pertes résistives
Perte en kilowatts = (I2R)/1000 = (952 x 0,5)/1000 = 4,5 kW (perte à la demande)
Équation 10 : Perte d’utilisation de l’énergie
$/an = kW x heures/an x $/kWh = 4,5 kW x 8000 heures/an x 0,06 $/kWh = 2 160 $/an
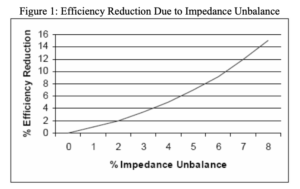
Les déséquilibres de phase des moteurs électriques (inductance et impédance) ont un effet sur les déséquilibres de courant, provoquent un échauffement des moteurs et réduisent la capacité du moteur à produire un couple. Le pourcentage de déséquilibre de l’impédance peut être évalué pour déterminer la réduction du rendement et l’échauffement supplémentaire du moteur électrique. La règle générale est que, pour chaque augmentation de 10°C de la température de fonctionnement, la durée de vie de l’équipement est réduite de moitié.
8) DrivePower, chapitre 12, 1993
Équation 10 : Coût énergétique dû aux pertes de déséquilibre de phase
Économies en $/an = hp x 0,746 x % charge x $/kWh x heures de fonctionnement ((100/Le) (100/He)) = 100 hp x 0,756 x 0,75 charge x 0,06 $/kWh x 8000 heures ((100/91) (100/95)) = 1 240 $ / an
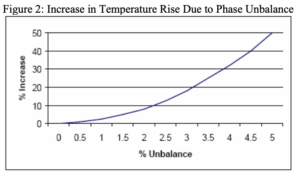
Le déséquilibre d’impédance entraînera également une augmentation de la température de fonctionnement en raison de l’augmentation des pertes I2R. Dans le cas d’un moteur électrique de 100 chevaux, cela signifie une augmentation de la température d’environ 30°C, ou une réduction de la durée de vie de l’isolation du moteur à 13% de sa durée d’origine.
Analysis of the motor’s circuits is also used to assess winding contamination. Frequent cleaning of the motor intake (if present) and cooling fins is especially important in dirty environments. Tests confirm that even heavy-duty, high-power, and oversized motors can quickly fail under such conditions if they are coated with a thick coating or if they are only lightly coated and their airflow is reduced by half. Their insulation life can then drop to 13–25% of normal.<sup>9</sup> The same phenomenon occurs if the windings are coated with contaminants.
The MCA rotor test requires inductance and impedance readings over 360 degrees of rotor rotation. The readings are plotted graphically and examined for symmetry. The rotor test results provide a definitive assessment of the rotor’s condition and are often performed after a possible rotor vibration fault has been identified, as part of an acceptance program, during repair, or when the motor is identified as having torque problems.
Conclusion
The application of these two technologies complements each other while evaluating the progress of the maintenance program and improving equipment availability. Vibration analysis assesses the mechanical condition of the equipment, while AMC assesses its electrical condition. Combined, the analyst can visualize the complete state of the electric motor.
Bibliography
U.S. Department of Energy, Industrial Productivity Training Manual, 1996; Annual IAC Directors Meeting, Rutgers University, 1996.
DrivePower, 1993.
Pacific Gas & Electric, Electric Motors Performance Analysis Testing Tool Demonstration Project, February 2001.
About the author
Howard W. Penrose, Ph.D.
On behalf of ALL-TEST Pro, LLC
Old Saybrook, CT

AT34™
Analyse et tendance de l’intégrité des composants du moteur pour les défauts de mise à la terre, les défauts de bobinage interne, les connexions ouvertes et la contamination – le tout avec un seul appareil portatif.

Séminaire en ligne sur le diagnostic automobile de classe mondiale – Niveau 1 – 12-16 juin
Avez-vous entendu ? Nous organisons notre séminaire de diagnostic automobile de niveau 1 du 12 au 16 juin. Il s’agit d’un séminaire en ligne/virtuel qui débutera chaque jour à 8 […]

Préconlub 15-16 juin 2023 Leon, Mexique
Venez rejoindre Gloria Urizar, directrice régionale de l’ATP pour la région LATAM, lors de sa présentation au Preconlub 2023 ! Plus d’informations : https://www.preconlub.com/ […]