Diagnosticato un guasto al dinamometro dello stabilimento automobilistico
Description
Location: Mid-West Truck Transmission Manufacturing Plant Dynamometer Motor: 200 horsepower, special motor and dynamometer drive, 480 volts Systems Affected: Final inspections underway, 8% of production capacity affected Cost of Failure: > $125,000 in equipment, excluding manufacturing, delivery, and labor Savings: > $500,000 in equipment, excluding manufacturing, delivery, and labor.
A special dynamometer system failed at a Midwestern truck transmission plant during the final phase of process line testing. The failure damaged over $125,000 in sensitive drive equipment during production, causing an unplanned shutdown of 8% of the final test production area.
Initial readings
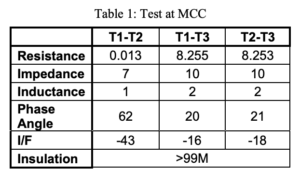
To determine the cause of the failure, the ALL-TEST IV PRO 2000 was applied. The first test was performed at the Motor Control Center (MCC) and indicated a serious short circuit (I/F and phase angle) and loose connections (resistance):
As per standard practice, the engine was tested on the engine connection box with the following good results:
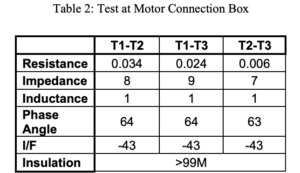
This indicated that the fault was in the wiring. During inspection, it was discovered that the connections had been crimped incorrectly, causing the connections to loosen and crack, resulting in the cable insulation failing. The fault was a direct short circuit that caused catastrophic damage to the unit. Note that the cable was not grounded.
Next step
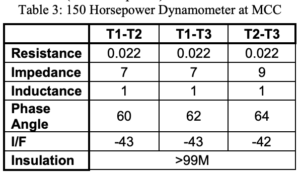
Engine Circuit Analysis (MCA) had not been performed on the dynamometer system prior to the cable failure. The system was added to the system reliability program, and several other dynamometer cables were found to be in the same condition. A coil short circuit was found in one dynamometer motor (150 horsepower):
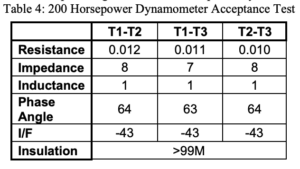
The final testing phase is very critical, so the Reliability Department has added a testing phase to all new and repaired dynamometer engines. An example of a good test for a new 200-horsepower dynamometer engine is as follows:
Cost reduction
The timely detection and correction of the other failures prevented costs, in equipment alone, of at least $500,000 if the failures had occurred in the same manner as the first 200-horsepower dynamometer. Each dynamometer failure reduced the plant’s production capacity by 8% during the final phase of testing.
Lessons learned
A review of the plant’s critical motors would identify the critical equipment that needs to be included in the reliability program. Motor circuit analysis, using ALL-TEST IV PRO 2000, can be used to provide incoming inspections, trend analysis, and troubleshooting capabilities rarely found in predictive maintenance equipment. Identifying loose connections, wires, and winding faults often provides a very quick and easy return on investment for the program.

AT34
Analizzare e monitorare l’integrità dei componenti del motore per individuare guasti a terra, guasti agli avvolgimenti interni, connessioni aperte e contaminazione, il tutto con un unico dispositivo portatile.

Seminario online di diagnostica motoristica di livello mondiale – Livello 1 – 12-16 giugno
Avete sentito? Dal 12 al 16 giugno si terrà il seminario di diagnostica motoristica di livello 1 della World Class. Si tratta di un seminario online/virtuale che inizierà ogni giorno […]

Preconlub 15-16 giugno 2023 Leon, Messico
Unitevi alla responsabile regionale LATAM di ATP, Gloria Urizar, che presenterà al Preconlub 2023! Maggiori dettagli: https://www.preconlub.com/ Gloria Urizar Responsabile regionale – America […]